
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 硅胶复模 使用材料: 塑胶
最小精度: 0.1mm 生产周期: 2~7天
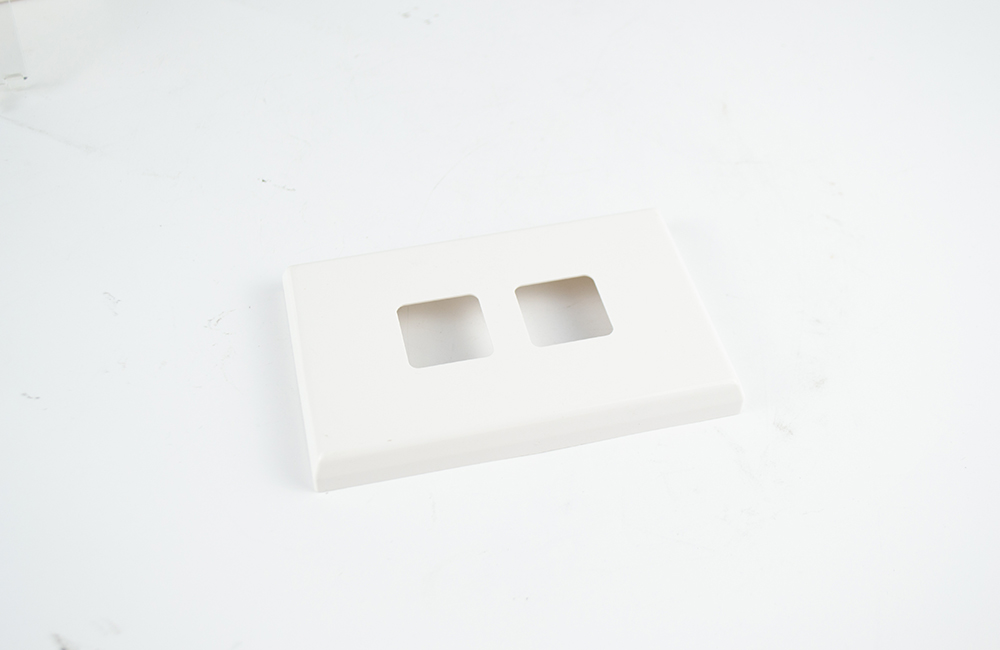
产品尺寸: 15cm*10cm*1cm
后处理: 喷油
案例介绍
硅胶复模加工电器开关外壳手板是一种常见的手板制作方法,以下是其具体介绍:
优点
成本低:对于小批量的电器开关外壳手板制作,硅胶复模的成本相对较低。因为它不需要像传统注塑模具那样制作昂贵的钢模,一套硅胶模具可以生产 20-30 套产品,大大降低了单件产品的模具成本。
周期短:制作硅胶模具的时间相对较短,一般在数小时至一天内即可完成硅胶模具的制作,能够快速地得到电器开关外壳手板,加快产品研发周期。
精度较高:硅胶具有良好的弹性和柔韧性,能够复制出原型的细节和尺寸精度,保证电器开关外壳手板的外观和尺寸符合设计要求,可满足外观设计验证、结构测试等用途。
材料选择多样:可以根据电器开关外壳的具体要求,选择不同的材料进行浇注,如 ABS、PP、PC、PMMA、pom、软胶、硅橡胶等,以满足产品的不同性能需求,如强度、韧性、耐热性、绝缘性等。
加工流程
制作原型:首先需要通过 CNC 加工、SLA 3D 打印或泥雕等方式制作出电器开关外壳的原型。这个原型应具备准确的外观、尺寸和细节,作为后续制作硅胶模具的基础。在制作原型时,需要考虑到硅胶模具的脱模问题,因此原型的表面应尽量光滑,避免有过多的倒扣或复杂的结构。
制作硅胶模具:将原型放置在一个合适的容器中,用板子将原型围住,形成一个模具型腔。然后将真空机抽好真空的液体硅胶倒入模具内,确保硅胶完全覆盖住原型。接着将模具放入烤箱内烘烤,加速硅胶模具的固化成型。一般固化温度在 60℃-120℃之间,固化时间根据硅胶的种类和模具的大小而定,通常需要数小时。固化完成后,将原型从硅胶模具内取出,此时硅胶模具就制作完成了。
浇注复制:根据电器开关外壳所需要的材料,将其加热至液态后,在真空状态下倒入硅胶模具内。浇注时要注意避免产生气泡,以免影响产品的质量。浇注完成后,将模具放入烘箱或固化炉中,按照材料的固化要求进行加热固化,使材料在硅胶模具内成型。固化完成后,打开模具,取出复制的电器开关外壳手板。
注意事项
原型质量:原型的质量直接影响到硅胶模具和最终手板的质量。因此,在制作原型时,要确保其尺寸精度、表面质量和细节符合设计要求,并且要对原型进行充分的打磨和抛光处理,以保证硅胶模具的内表面光滑,便于脱模和复制出高质量的手板。
硅胶材料选择:不同类型的硅胶材料具有不同的性能特点,如硬度、撕裂强度、伸长率、固化时间等。在选择硅胶材料时,要根据电器开关外壳的具体要求和使用环境来选择合适的硅胶材料。例如,对于需要较高硬度和强度的电器开关外壳,可以选择硬度较高的硅胶材料;对于需要良好柔韧性和弹性的外壳,可以选择低硬度、高伸长率的硅胶材料。
真空处理:在硅胶与固化剂搅拌均匀后以及浇注材料前,都需要进行抽真空排气泡处理,以避免硅胶模具和复制产品中出现气泡,影响其外观和性能。抽真空的时间不宜过长,一般控制在几分钟至十几分钟之间,以免硅胶过早固化。
模具保养:硅胶模具在使用过程中需要注意保养,以延长其使用寿命。在每次使用后,要及时清理模具内的残留材料和杂质,并涂上适量的脱模剂,以便下次脱模。此外,硅胶模具应存放在干燥、阴凉的地方,避免阳光直射和高温环境,防止硅胶老化和变形。

