
 全景工厂
全景工厂

行业案例
CASE

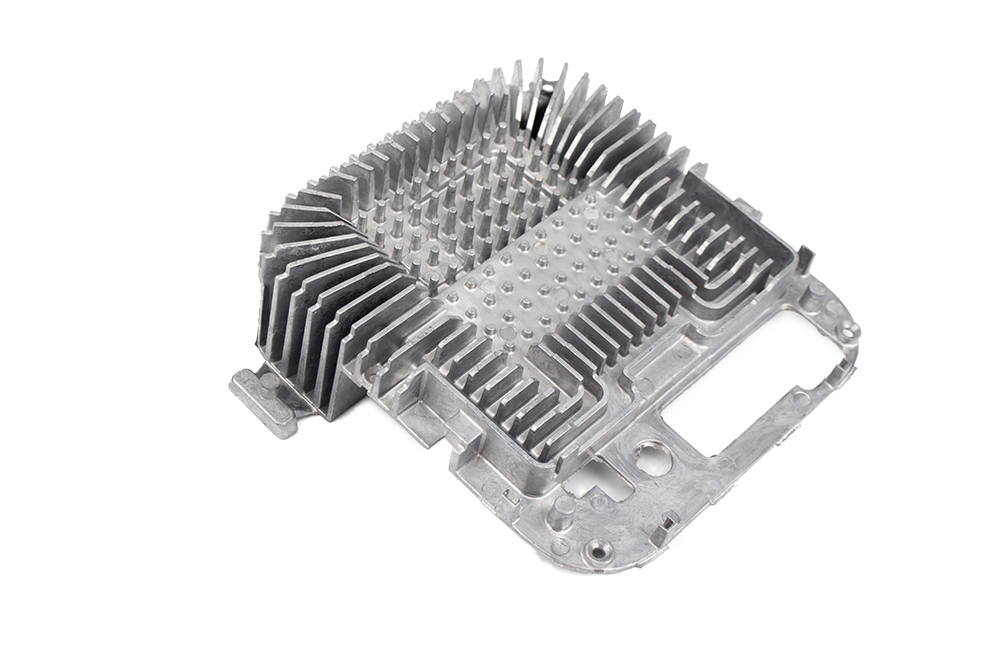
行业/分类:其他手板模型加工
加工方式: 压铸加工 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 15cm*15cm*8cm
后处理: 打磨
案例介绍
1. 设计图纸准备
首先,需要有精确的散热器零件的 3D 设计图纸。这个图纸可以通过计算机辅助设计(CAD)软件创建,设计时要考虑散热器的散热性能要求、尺寸精度、与其他部件的装配关系等诸多因素。例如,对于电子设备的散热器,要根据发热元件的布局和功率来设计散热片的形状、厚度和间距,以确保良好的散热效果。
2. 手板模型材料选择
根据散热器的使用环境和性能要求选择合适的压铸材料。常见的压铸材料有铝合金、锌合金等。铝合金具有良好的导热性和较轻的重量,适用于大多数对散热和重量有要求的场合,如电脑 CPU 散热器;锌合金则具有较好的铸造性能和机械性能,成本相对较低,对于一些对重量要求不高的散热器可以选用。
3. 压铸模具制作
设计模具:根据手板模型的形状和尺寸设计压铸模具。模具的设计要考虑零件的脱模方式、浇口位置、冷却系统等。例如,对于形状复杂的散热器零件,可能需要采用多个分型面和滑块来确保零件能够顺利脱模。
加工模具:通过数控加工(CNC)等方式制造模具。首先将模具钢料进行粗加工,去除大部分余量,然后进行半精加工和精加工,以达到设计要求的尺寸精度和表面光洁度。在加工过程中,要严格控制加工精度,因为模具的精度直接影响到手板模型的质量。
模具热处理和表面处理:为了提高模具的硬度、耐磨性和耐腐蚀性,需要对模具进行热处理和表面处理。例如,进行淬火和回火处理可以提高模具的硬度和韧性,氮化处理可以在模具表面形成一层硬度高、耐磨性好的氮化层。

4. 压铸加工过程
熔化金属:将选定的压铸材料(如铝合金)放入熔炉中熔化,要严格控制熔化温度和时间,以确保金属液的质量。例如,铝合金的熔化温度一般在 600 – 700 摄氏度左右。
压铸操作:将熔化的金属液通过压铸机注入到模具型腔中。压铸机通过高压将金属液快速充满模具型腔,压力一般在几十兆帕到上百兆帕之间,这个过程要确保金属液在模具中均匀填充,避免出现气孔、缩孔等缺陷。在压铸过程中,还要控制好压铸速度和保压时间,压铸速度过快可能会导致金属液卷入气体,保压时间不足则可能会引起零件收缩。
脱模取出零件:待零件冷却凝固后,打开模具,通过顶出机构将手板模型从模具中取出。

5. 后处理
清理零件:刚压铸出来的散热器手板模型表面可能会有一些毛刺、飞边和残留的脱模剂等,需要进行清理。可以采用机械打磨、化学清洗等方式去除这些杂质。
热处理(如有需要):根据散热器的性能要求,可能需要对零件进行热处理,如时效处理可以提高铝合金零件的强度和硬度。
表面处理:为了提高散热器的散热性能和外观质量,可以进行表面处理。例如,进行阳极氧化处理可以在铝合金表面形成一层氧化膜,不仅可以提高零件的耐腐蚀性,还可以增加散热面积,提高散热效率;也可以进行喷涂处理,使零件具有更好的外观和防护性能。
6. 质量检测
尺寸精度检测:使用量具(如卡尺、千分尺、三坐标测量仪等)对散热器手板模型的尺寸进行检测,确保尺寸符合设计要求。任何尺寸偏差都可能会影响到零件的装配和使用性能。
外观质量检测:检查零件表面是否有气孔、裂纹、缩孔、拉伤等缺陷,这些缺陷会影响零件的强度和散热性能。同时还要检查表面处理的质量,如氧化膜的厚度、颜色均匀性等。
性能检测:对于散热器来说,最重要的性能检测是散热性能检测。可以通过热模拟实验、风洞实验等方式来检测散热器的散热效率,确保其能够满足设计要求。

