
 全景工厂
全景工厂

行业案例
CASE

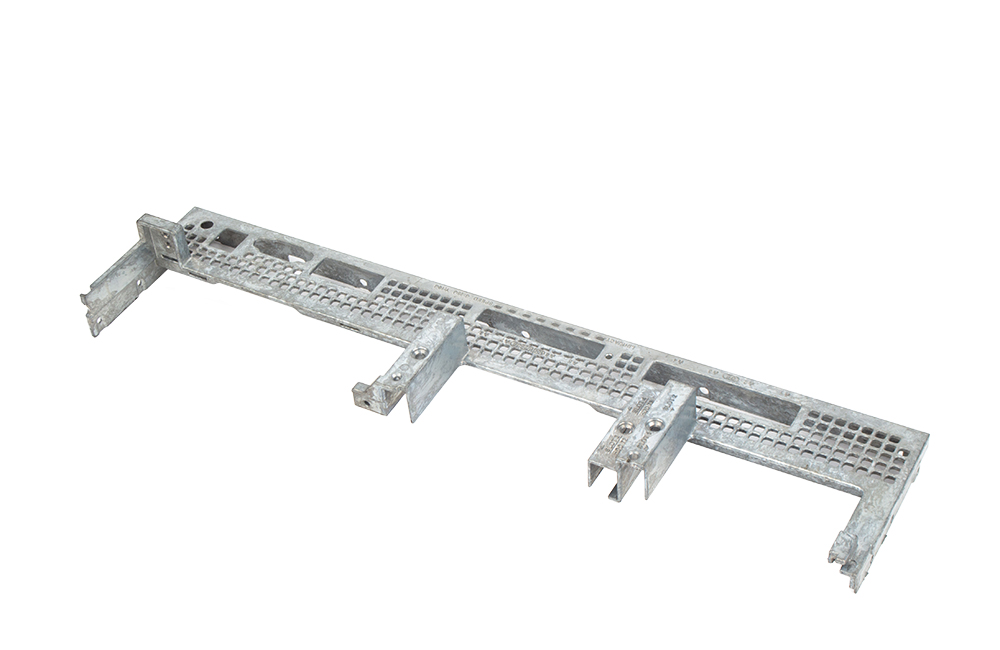
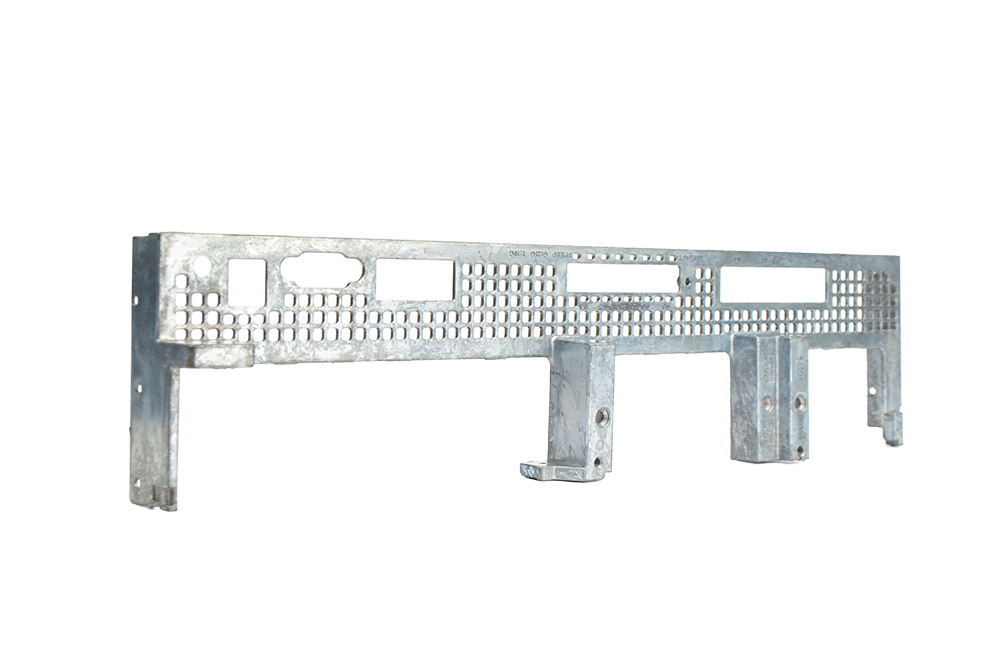
行业/分类:其他手板模型加工
加工方式: 压铸加工 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 30cm*12cm*3cm
后处理: 打磨
案例介绍
材料选择
铝合金:如 ADC12、A380 等。ADC12 具有良好的铸造性能和机械性能,流动性好,适合制造形状复杂、薄壁的家电零件;A380 则具有较高的强度和耐腐蚀性,适用于对结构强度要求较高的零件。
锌合金:具有较好的流动性和较低的熔点,便于压铸成型,常用于制造小型、复杂的家电零件,如电器开关、旋钮等。
铜合金:如黄铜、青铜等,具有良好的导电性、导热性和耐腐蚀性,可用于制造一些需要良好导电或导热性能的家电零件,如电机端盖、散热器等。
设计要求
精度设计:根据家电零件的实际使用要求,确定手板模型的尺寸精度和表面质量要求。对于一些配合精度要求高的零件,需要在设计时充分考虑压铸工艺的特点,合理设计公差范围。
结构设计:避免出现尖角、薄壁等不利于压铸的结构,尽量使零件壁厚均匀,减少应力集中。同时,要考虑模具的分型面位置和浇口位置,以便于金属液的填充和排气。
压铸工艺参数
压力:一般控制在几十到几百兆帕之间,具体数值要根据铸件的大小、形状和复杂程度等因素进行调整,以确保金属液能够充分填充模具型腔。
温度:包括压铸温度和模具温度。压铸温度通常在 650℃-750℃之间,模具温度则根据合金的种类和铸件的尺寸而定,一般在 200℃-300℃之间。合适的温度控制可以保证金属液的流动性和成型质量,避免产生冷隔、气孔等缺陷。
速度:压铸速度一般在 0.1m/s-1m/s 之间,过快可能导致金属液喷溅、卷气等问题,过慢则会降低生产效率。
模具设计与制造
设计要点:考虑金属的收缩率,一般取 0.5%-0.7%。合理设计浇口位置和数量,保证金属液均匀填充模具型腔,减少涡流和气体产生。同时,设计冷却系统以提高生产效率和质量。
制造精度:采用高精度的加工设备和先进的加工工艺,如数控加工、电火花加工等,确保模具的制造精度达到较高水平,从而保证手板模型的尺寸精度和表面质量。

后处理工艺
去毛刺:采用手工打磨、机械抛光或化学抛光等方法去除压铸后的手板模型表面的毛刺,提高表面质量和装配性能。
表面处理:根据客户需求进行阳极氧化、电镀、喷涂等表面处理,以提高手板模型的耐腐蚀性、耐磨性和装饰性。
综上所述,压铸加工家电零件手板模型是一个涉及材料选择、设计要求、工艺参数、模具设计与制造以及后处理工艺等多个环节的过程。每个环节都需严格控制,以确保最终产品的高质量和符合设计要求的性能。

