
 全景工厂
全景工厂

行业案例
CASE

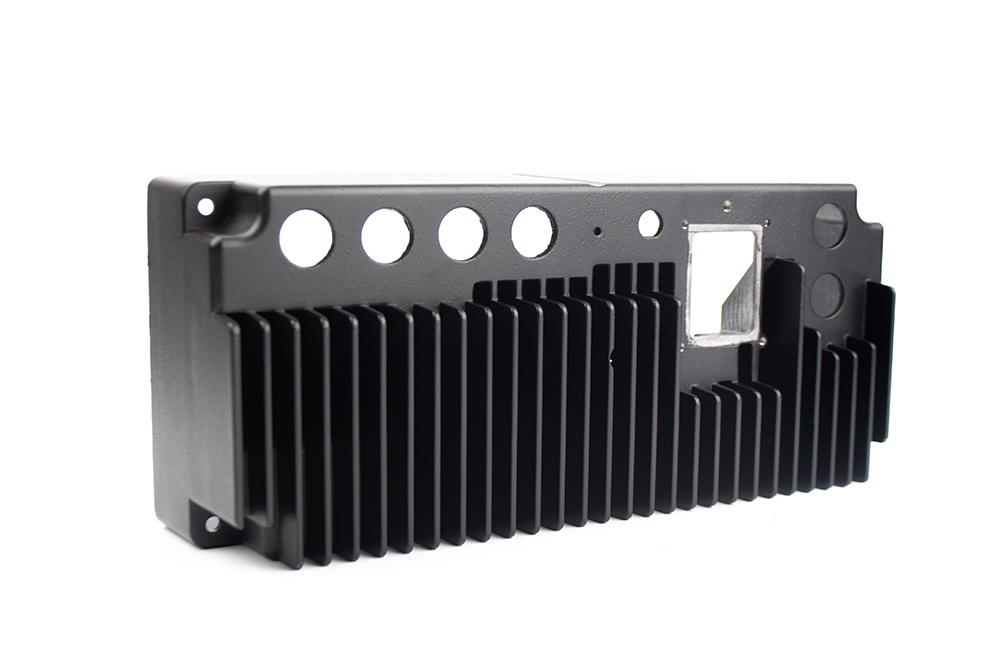
行业/分类:其他手板模型加工
加工方式: 压铸 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 18cm*5cm*5cm
后处理: 打磨,喷油
案例介绍
压铸加工家电散热器手板模型是一个复杂而精细的过程,涉及多个关键环节。以下是关于其的详细介绍:
设计环节
图纸绘制:使用专业的 CAD 软件,根据家电散热器的功能、结构和外观要求,进行三维模型设计。要精确规划散热片的形状、尺寸、间距以及与其他部件的连接方式等,确保设计满足散热需求和安装要求。比如空调室外机散热器,要根据热交换功率、风量等参数来设计散热片的规格和布局。
材料选择:常见的压铸材料有铝合金、锌合金等。铝合金具有良好的导热性和较轻的重量,适用于大多数对散热和重量有要求的场合;锌合金则具有较好的铸造性能和机械性能,成本相对较低,对于一些对重量要求不高的散热器可以选用。
模具制作
模具设计:根据手板模型的 CAD 三维模型,设计压铸模具。考虑金属在压铸过程中的收缩率、脱模方式以及模具的强度和耐用性等因素,确定模具的分型面、浇口位置、冷却系统等。对于形状复杂的家电散热器零件,可能需要采用多个分型面和滑块来确保零件能够顺利脱模。
模具加工:通过数控加工(CNC)、电火花加工等工艺制造压铸模具。制造完成后,对模具进行全面的质量检查,确保模具的尺寸精度、表面质量和装配精度符合要求。
模具热处理和表面处理:为了提高模具的硬度、耐磨性和耐腐蚀性,需要对模具进行热处理,如淬火、回火等,以及表面处理,如氮化处理等。

压铸加工过程
模具预热:在压铸前,将模具预热至合适的温度,一般在 150-300℃之间。预热模具可以减少热应力,防止模具因急冷急热而产生裂纹,同时提高金属液的流动性,有利于充型。
熔化金属:将选定的压铸材料放入熔炼炉中,加热至适宜的温度使其完全熔化。在熔炼过程中,要严格控制温度、时间和炉内气氛等参数,确保合金的成分均匀、纯净,去除杂质和气体,提高合金的质量。例如,铝合金的熔化温度一般在 600-700 摄氏度左右。
压铸操作:将熔化的金属液通过压铸机的压射系统快速注入到预热好的模具型腔中。注射压力通常在几十兆帕到上百兆帕之间,金属液在高压下以较高的速度填充模具型腔,迅速占据整个空间。在压铸过程中,还要控制好压铸速度和保压时间,压铸速度过快可能会导致金属液卷入气体,保压时间不足则可能会引起零件收缩。

脱模取出零件:待零件冷却凝固后,打开模具,通过顶出机构将手板模型从模具中取出。
后处理
清理零件:刚压铸出来的家电散热器手板模型表面可能会有一些毛刺、飞边和残留的脱模剂等,需要进行清理。可以采用机械打磨、化学清洗等方式去除这些杂质。
热处理:根据家电散热器的性能要求,可能需要对零件进行热处理,如时效处理可以提高铝合金零件的强度和硬度。
表面处理:为了提高散热器的散热性能和外观质量,可以进行表面处理。例如,进行阳极氧化处理可以在铝合金表面形成一层氧化膜,不仅可以提高零件的耐腐蚀性,还可以增加散热面积,提高散热效率;也可以进行喷涂处理,使零件具有更好的外观和防护性能。
总之,压铸加工家电散热器手板模型是一项技术密集型工作,每个环节都需要严格把控以确保最终产品的质量与性能。这一过程不仅体现了现代制造业的精湛技艺,也为家电产品的高效散热提供了有力保障。

