
 全景工厂
全景工厂

行业案例
CASE


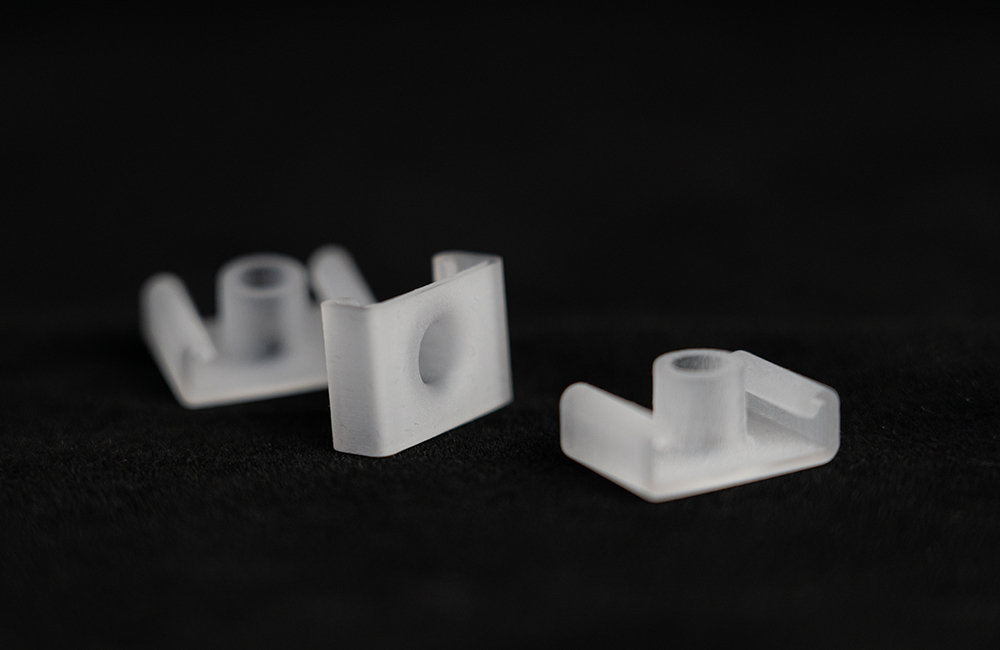
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
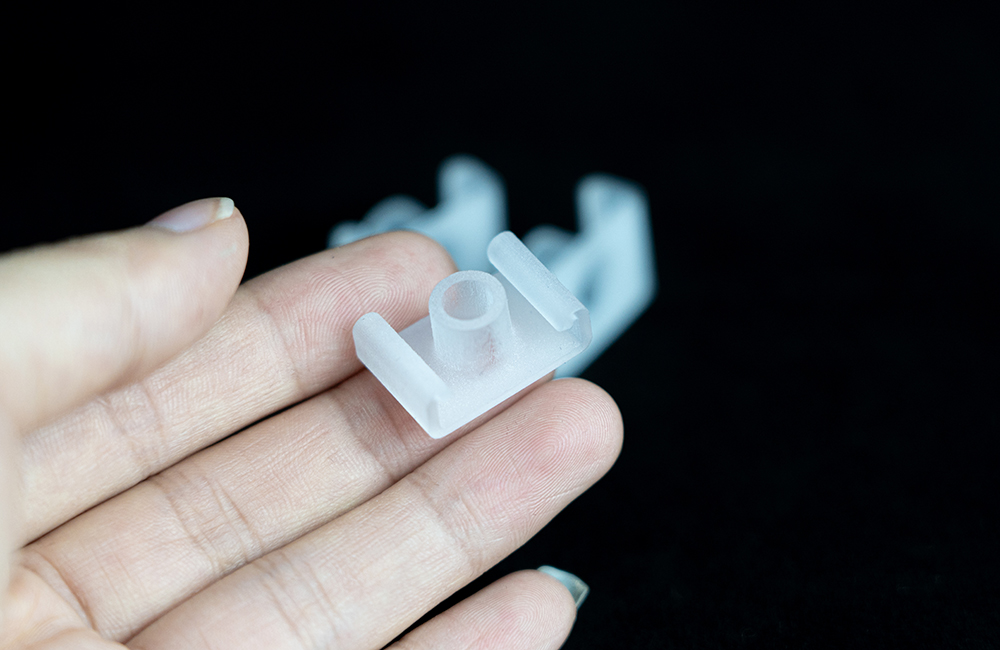
产品尺寸: 2cm*3cm*1cm
后处理: 打磨
案例介绍
MJP(Multi-jet Printing,多喷头打印)工艺是一种常用于制作手板模型的3D打印技术。以下是使用MJP工艺制作手板模型的详细步骤和相关要点:
前期准备
设计3D模型
软件选择:使用专业的3D建模软件,如SolidWorks、Pro/E、UG等,根据手板模型的需求进行设计。这些软件提供了丰富的建模工具和功能,能够满足各种复杂形状的设计要求。
设计要点:在设计过程中,需要考虑模型的结构、尺寸、表面细节等因素,确保模型符合实际需求。同时,要注意模型的壁厚、支撑结构等,以保证打印的可行性和稳定性。
选择材料
材料类型:MJP工艺常用的材料有光敏树脂等。光敏树脂具有高精度、高表面质量等优点,适用于制作对外观和尺寸精度要求较高的手板模型。
材料选择依据:根据手板模型的用途、性能要求和成本等因素选择合适的材料。例如,对于需要高强度和耐磨性的手板模型,可以选择添加了增强纤维的光敏树脂材料。
准备打印设备和环境
打印设备:选择适合MJP工艺的3D打印机,确保设备的分辨率、打印速度、喷头数量等参数满足手板模型的制作要求。
环境条件:保持打印环境的温度、湿度相对稳定,避免因环境因素导致打印质量问题。一般来说,温度控制在20-25℃,湿度控制在40%-60%较为适宜。
打印过程
切片处理
切片软件:将设计好的3D模型导入到切片软件中,如Cura、PrismSlice等。切片软件的作用是将3D模型切成一系列薄层,并生成打印指令。
参数设置:在切片软件中设置打印参数,如层厚、填充密度、打印速度、喷头温度等。这些参数会直接影响打印的效果和质量,需要根据材料和模型的要求进行调整。
打印操作
平台校准:在打印之前,需要进行平台校准,确保打印平台与喷头之间的距离合适,以保证打印的精度和质量。
开始打印:将切好的模型数据传输到3D打印机中,启动打印程序。在打印过程中,要密切关注打印的情况,及时处理可能出现的问题,如喷头堵塞、材料耗尽等。
后处理
去除支撑结构
在打印过程中,为了支撑模型的悬垂部分,通常会添加一些支撑结构。打印完成后,需要将这些支撑结构去除。可以使用剪刀、镊子等工具小心地去除支撑结构,注意不要损坏模型的表面。
打磨和抛光
打磨:使用砂纸、研磨工具等对模型的表面进行打磨,去除打印过程中产生的粗糙部分和毛刺,使表面更加光滑平整。
抛光:根据需要,可以对模型进行抛光处理,提高表面的光洁度和质感。常用的抛光方法有机械抛光、化学抛光等。
上色和涂装
根据客户的需求,可以对手板模型进行上色和涂装处理。选择合适的颜料和涂料,采用喷涂、刷涂等方法进行上色,使模型更加逼真和美观。
质量检验与交付
质量检验
外观检查:检查手板模型的外观是否有缺陷,如气泡、裂缝、变形等。
尺寸精度检查:使用量具测量模型的尺寸精度,确保符合设计要求。
性能测试:根据手板模型的用途,进行相应的性能测试,如强度测试、装配测试等。
交付客户
经过质量检验合格的手板模型,按照客户的要求进行包装和交付。

