
 全景工厂
全景工厂

行业案例
CASE

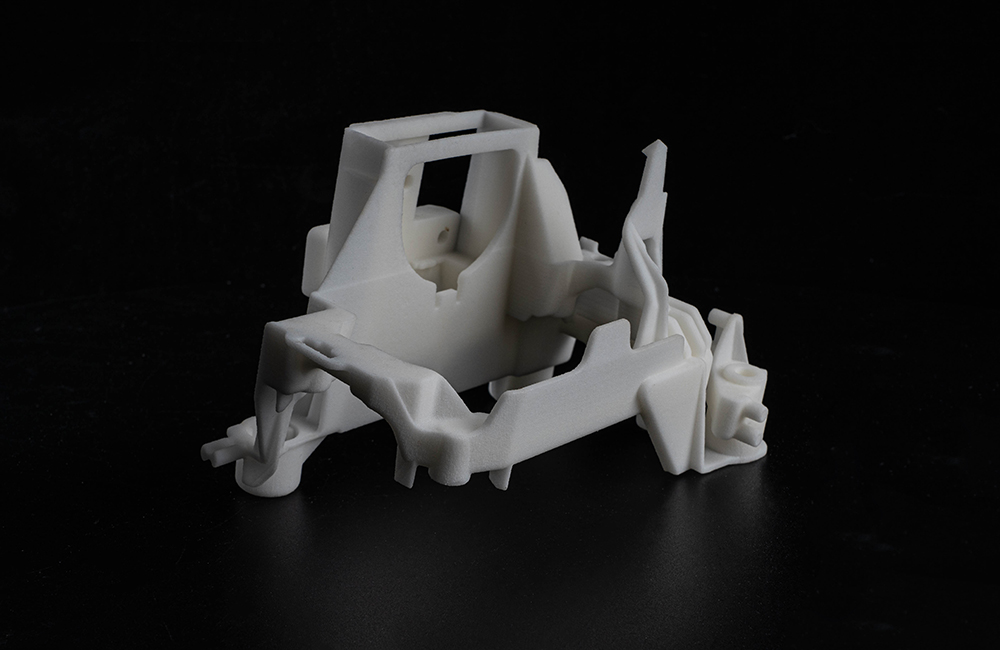
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 18cm*19cm*20cm
后处理: 打磨
案例介绍
使用SLS(Selective Laser Sintering,选择性激光烧结)技术打印智能家居零件手板模型是一个复杂但非常有价值的过程。以下是一份关于如何使用SLS打印智能家居零件手板模型的指南:
一、前期准备
设计模型
三维建模软件:使用专业的三维建模软件(如SolidWorks、Autodesk Fusion 360等)设计智能家居零件手板模型。确保模型的设计符合实际需求和功能要求,并且具有良好的可打印性。
模型格式转换:将设计好的模型保存为适合SLS打印的格式,通常是STL文件格式。这种格式能够清晰地描述模型的几何形状,并且可以被SLS打印机识别和处理。
材料选择
了解材料特性:SLS打印可以使用多种材料,对于智能家居零件手板模型,需要根据具体的应用场景和功能要求选择合适的材料。例如,聚苯硫醚(ABS)、聚碳酸酯(PC)、尼龙(PA)等都是常用的SLS打印材料。ABS材料具有较好的强度和韧性,适合制作外壳类零件;PC材料具有良好的透明性和机械性能,可用于制作需要透光或承受一定压力的零件;尼龙材料则具有良好的耐磨性和柔韧性,适合制作活动部件或卡扣结构。
考虑材料兼容性:在选择材料时,还需要考虑其与SLS打印设备的兼容性。不同的打印机可能对材料的类型、粒度、粉末流动性等有不同的要求。因此,在选择材料之前,需要咨询打印机制造商或材料供应商,确保所选材料能够在所使用的SLS打印机上正常打印。
二、打印过程
设备调试
预热设备:在开始打印之前,需要对SLS打印机进行预热。预热温度通常根据所选材料的熔点和玻璃化转变温度来确定。一般来说,预热温度应略高于材料的玻璃化转变温度,以确保材料在打印过程中具有良好的流动性。
校准参数:根据所选材料和模型的特点,对打印机的参数进行校准。这些参数包括激光功率、扫描速度、层厚、粉层厚度等。激光功率决定了材料是否能够完全熔化,扫描速度影响打印效率和模型表面质量,层厚和粉层厚度则直接影响模型的精度和强度。

开始打印
铺设粉层:将选定的材料粉末均匀地铺设在打印平台上,形成一层薄的粉层。粉层的厚度通常在0.1 – 0.3mm之间,这取决于打印机的精度和所选材料的粒度。
激光扫描:启动激光扫描系统,按照模型的切片数据对粉层进行扫描。激光束在粉层上选择性地照射,使被照射区域的材料熔化并迅速凝固,形成一层固体轮廓。未被激光照射的区域则保持粉末状态,起到支撑作用。
层层叠加:完成一层的扫描后,打印平台下降一个层厚的距离,然后再次铺设粉层并进行激光扫描。这样逐层叠加,直到整个模型打印完成。
三、后期处理
去除支撑结构
手工去除:在打印过程中,为了支持一些复杂的几何形状或悬挑结构,可能需要添加支撑结构。打印完成后,需要将这些支撑结构去除。对于一些简单的支撑结构,可以采用手工工具(如镊子、小刀等)进行去除。
化学溶解:如果支撑结构比较复杂或难以手工去除,可以采用化学溶解的方法。将打印好的模型浸泡在特定的溶剂中,使支撑材料溶解掉。但是,这种方法需要注意控制浸泡时间和溶剂浓度,以避免对模型本身造成损害。

表面处理
打磨抛光:使用砂纸、研磨工具等对模型表面进行打磨抛光,去除表面的粗糙部分和毛刺,提高模型的表面质量。可以先用粗砂纸进行初步打磨,然后用细砂纸逐渐提高光洁度。
喷涂染色:根据需要,可以对模型进行喷涂染色处理。选择合适的涂料和喷涂工艺,使模型具有更好的外观效果和耐腐蚀性。
通过以上步骤,可以完成智能家居零件手板模型的SLS打印。在整个过程中,需要严格控制每个环节的质量和参数,以确保打印出的模型具有良好的精度、强度和外观质量。

