
 全景工厂
全景工厂

行业案例
CASE

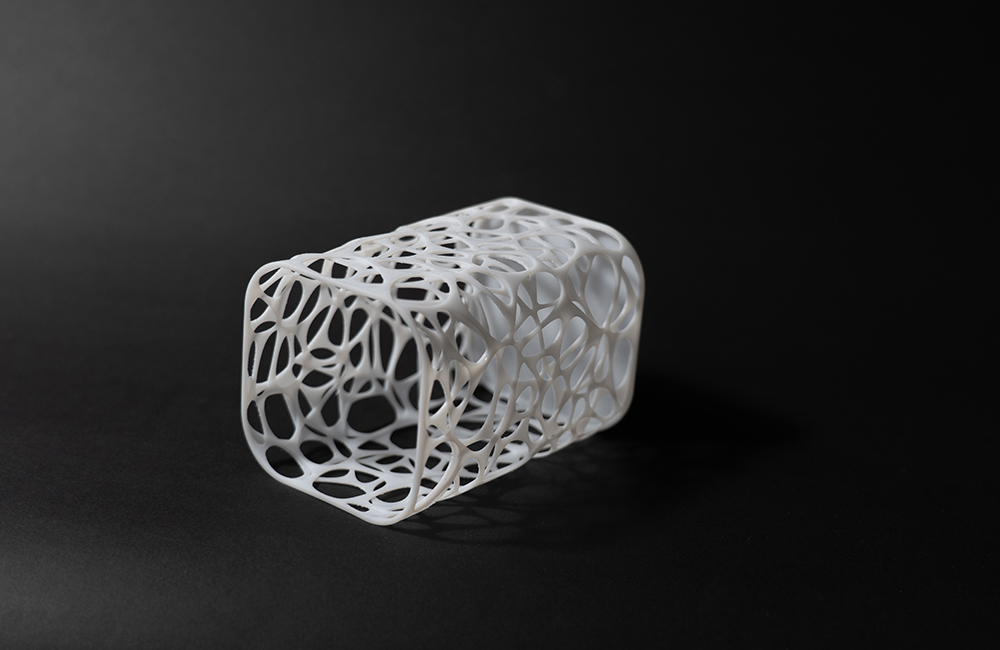
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 25cm*10cm*16cm
后处理: 喷油
案例介绍
3D打印镂空花篮手板模型是一个结合设计美学和3D打印技术的项目。以下是详细的步骤、材料选择、设计建议以及打印注意事项,帮助你高效完成这个项目:
1. 设计阶段
(1)设计工具
软件推荐:
入门级:Tinkercad(在线工具,适合新手)。
专业级:Fusion 360、SolidWorks、Blender(适合复杂设计)。
浮雕生成:使用Python脚本或免费工具(如OpenSCAD)生成镂空图案。
(2)设计要点
结构设计:
镂空部分:设计几何图案(如六边形、蜂窝状、花卉图案等),确保镂空区域不过于细密,避免打印时支撑困难。
壁厚均匀:花篮的壁厚建议在1-2mm之间,太薄易变形,太厚影响美观。
底座加固:底部可设计成实心或加厚结构,防止变形。

分块设计:
如果花篮较大,可以分成篮体和手柄两部分单独打印,后期粘合。
手柄设计成中空结构,减轻重量并增加强度。
比例与尺寸:
根据需求确定尺寸,例如:直径10cm(小型装饰品)或更大(实际使用)。
考虑镂空图案的密度与整体结构的稳定性。
(3)文件检查
确保模型是闭合的实体,没有开口或非流形错误。
使用切片软件(如Cura、PrusaSlicer)预览模型,检查是否有打印问题。
2. 材料选择
(1)PLA(推荐新手)
优点:
易打印,不易翘曲。
环保无毒,适合室内使用。
表面光滑,适合精细镂空结构。
缺点:
韧性较差,手柄部分可能容易断裂。
(2)ABS(适合功能性需求)
优点:
强度高,适合承重结构(如花篮手柄)。
耐热性好,可用于高温环境。
缺点:
打印难度高,易翘曲,需要加热床和封闭环境。
有刺激性气味,需通风处理。
(3)其他材料
PETG:兼顾强度和易打印性,适合需要耐候性的户外花篮。
木屑填充材料:模拟木质质感,适合复古风格花篮。
3. 3D打印参数设置
(1)通用参数
| 参数 | PLA | ABS |
|---|---|---|
| 层高 | 0.15-0.2mm | 0.2-0.25mm |
| 打印速度 | 40-60mm/s | 30-50mm/s |
| 填充率 | 10-20%(网格填充) | 15-25%(蜂窝状填充) |
| 喷嘴温度 | 190-220℃ | 230-250℃ |
| 热床温度 | 无需(可选加热床) | 80-110℃(必须) |
| 支撑结构 | 可溶支撑或易拆支撑 | 易拆支撑或ABS-soluble支撑 |
(2)镂空部分优化
支撑设置:
对于垂直镂空部分(如花篮侧壁),启用支撑,避免悬空部分塌陷。
支撑密度设置为稀疏,后期易拆除。
切片角度:
调整模型角度,使镂空部分的打印路径更连贯,减少支撑使用。
4. 后处理与组装
(1)去除支撑
使用镊子或刀片小心拆除支撑结构,避免损坏模型表面。
对于ABS模型,可用砂纸打磨支撑残留。
(2)打磨与抛光
用400-800目砂纸轻轻打磨表面,去除层纹。
PLA模型可用醋酸或酒精擦拭,提升光泽度。
(3)分块组装
如果模型分块打印,使用专用胶水(如PLA胶水或ABS胶)粘合。
确保接缝处紧密贴合,必要时用填充物填补缝隙。
(4)上色与装饰
喷漆:选择哑光或亮光漆,喷涂均匀。
丙烯颜料:手工绘制图案,适合个性化设计。
嵌入LED灯:在花篮内部安装LED灯带,营造光影效果。
5. 常见问题与解决方案
(1)镂空部分塌陷
原因:支撑不足或打印速度过快。
解决:增加支撑密度,降低打印速度,或调整模型角度。
(2)层纹明显
原因:层高过大或填充率不足。
解决:减小层高(0.1mm以下),提高填充率至20%。
(3)模型翘曲
原因:热床温度不足或材料冷却不均匀。
解决:启用加热床,打印完成后缓慢冷却。
6. 创意拓展
主题设计:
中式古典花篮:加入云纹、龙凤图案。
欧式简约风:几何线条或藤蔓图案。
自然主题:模仿花朵、树叶形状的镂空。
功能扩展:
添加滴水孔,作为真实花篮使用。
内置香薰盒,散发香味。
通过以上步骤,你可以轻松制作出精美的镂空花篮手板模型!如果需要更具体的设计或打印参数,可以提供更多细节,我会进一步帮你优化方案。

