
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 4cm*3cm*10cm
后处理: 喷油
案例介绍
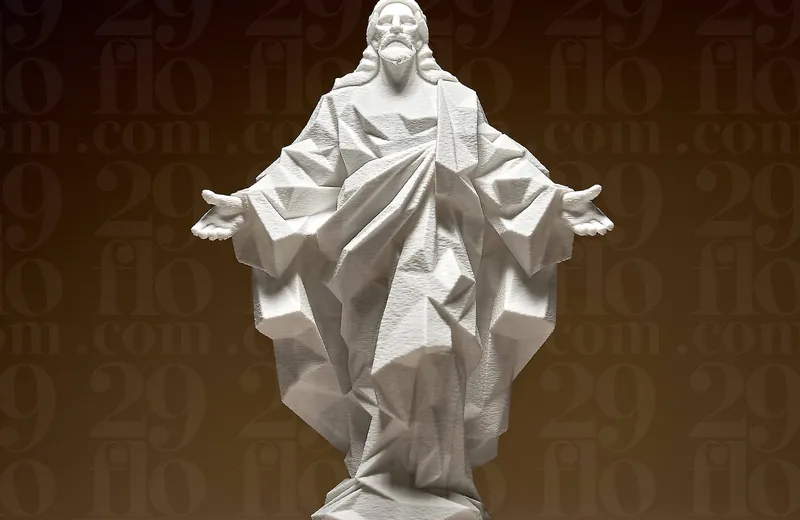
3D打印耶稣雕像手板模型是将宗教艺术与现代技术结合的创作方式,既适用于宗教用品原型开发、艺术研究,也可作为文化展示品。由于题材的特殊性,需在细节还原、神态刻画和庄重感表达上尤为注重,以下从设计要点、材料选型、打印流程、后处理及注意事项展开介绍:
一、设计要点:兼顾宗教形象准确性与艺术表现力
耶稣雕像的核心是还原宗教传统中的经典形象(如受难像、救赎像、祝福像等),设计需平衡 “宗教符号准确性” 与 “艺术化细节”:
姿态与比例
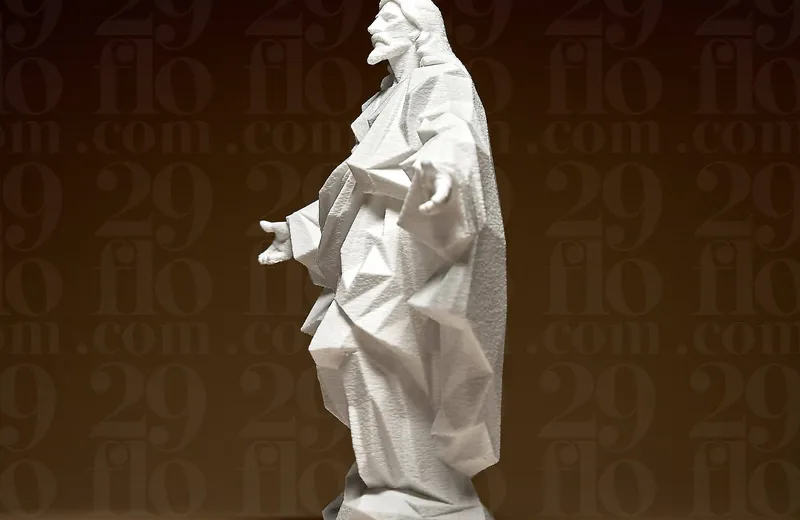
经典姿态:根据场景选择(如受难像的十字架姿态、祝福像的双手摊开或抬手姿势、坐像的沉思姿态),姿态需符合宗教传统(如受难像中身体略前倾,体现负重感;祝福像的右手常做 “赐福手势”—— 拇指与食指、中指相接,象征三位一体)。
比例规范:参考宗教艺术中的 “神圣比例”,头部与身体比例约 1:8(略高于常人,凸显庄严),躯干挺拔,四肢线条舒展(避免过于僵硬或夸张)。
细节刻画重点
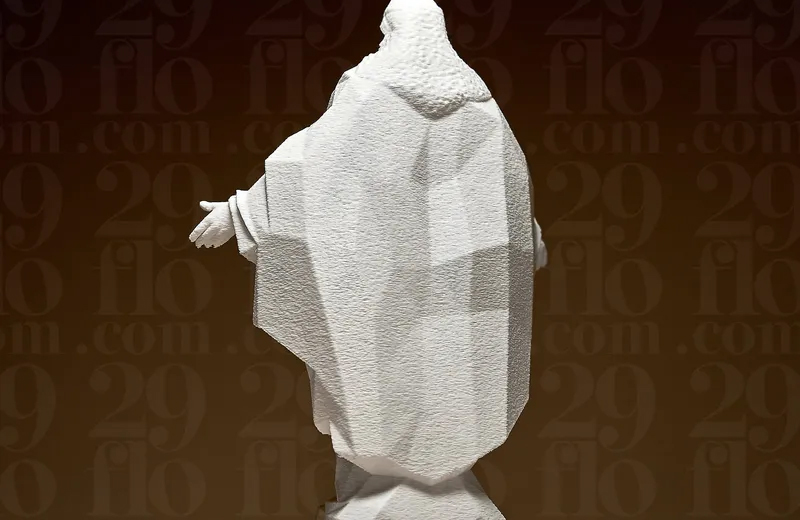
面部神态:强调温和与悲悯,眉眼舒展,嘴角微扬或平和,避免表情过于锐利;胡须与头发纹理自然(用疏密不一的线条表现,避免杂乱)。
服饰处理:长袍(如麻布长袍)的褶皱需符合重力逻辑,贴身部分线条紧致,下垂部分自然垂落(如腰部、袖口的褶皱呈放射状或垂直线条),边缘可设计细微磨损感(体现朴素)。
宗教符号:若为受难像,需刻画钉痕(手掌、脚掌的钉孔细节)、荆棘冠(头部周围的尖刺状结构,密度适中,避免过于狰狞);若持十字架,需保证十字架比例对称(横臂短于竖臂,约 1:3)。
尺寸与底座
常规尺寸:手板模型多为 10-30cm(便于展示与运输),大型原型可达 50-100cm(用于宗教场所摆件测试)。
底座设计:简约为主(如方形或圆形素面底座),可刻宗教铭文(如拉丁文 “INRI”—— 受难像常用铭文)或简化花纹,高度约为雕像总高的 1/5-1/6,确保整体稳定。
二、材料选型:适配庄重感与细节精度
材料需兼顾 “表面质感(体现庄严或神圣)” 与 “结构稳定性(支撑复杂姿态)”,常用材料如下:
| 材料类型 | 特性与优势 | 适用场景 | 注意事项 |
|---|---|---|---|
| 树脂(高细节型) | 精度极高(层厚 0.025-0.1mm),表面细腻,可还原面部肌理、服饰褶皱等细微细节,适合表现庄严感。 | 高还原度手板、艺术展示模型 | 脆性较高,大型模型需分段打印后组装;需避免尖锐结构(如荆棘冠)过细导致断裂。 |
| 树脂(类石质 / 陶质) | 打印后表面呈哑光质感,类似石材或陶土,自带古朴感,减少后期上色工作量。 | 复古风格雕像、宗教用品原型 | 需注意层纹控制(选择 0.1mm 以下层高),避免破坏 “石质” 的整体感。 |
| PLA+(改性) | 成本适中,颜色丰富(可选用米白、浅棕等贴近服饰的基础色),适合批量制作测试原型。 | 结构验证模型、低成本展示件 | 表面需打磨去除层纹,可喷涂 “仿石漆” 增强质感。 |
| 金属复合材料(如不锈钢填充 PLA) | 打印后表面带有金属光泽,重量感强,适合表现神圣与厚重感(如受难像的十字架部分)。 | 象征性雕像、纪念性手板 | 需专用打印机,成本较高;后期可抛光或做旧处理(如十字架的锈迹效果)。 |
三、打印流程:确保细节与结构的稳定性
模型预处理
结构优化:用 Blender 或 ZBrush 检查悬空结构(如抬起的手臂、下垂的衣摆),添加隐藏式支撑(支撑点选在服饰褶皱深处或底座衔接处,避免影响可视面);对荆棘冠、十字架等细小部件,若比例过细(<1mm),适当加粗至 1.5-2mm(保证打印强度)。
姿态稳定性:若为站立像,重心需落在底座中心(通过软件模拟重心点,偏差不超过 5mm),避免打印后倾倒;坐姿或受难像需强化支撑结构(如十字架与身体的连接部位填充率 100%)。
切片参数设置
层高:面部、手部等细节区域选 0.05-0.1mm;服饰躯干选 0.1-0.15mm;
填充率:核心承重部位(如躯干、底座)80%-100%;服饰褶皱等非承重区域 50%-70%;
打印方向:面部朝上(确保表情细节清晰),长袍下摆沿垂直方向打印(褶皱纹理更自然),避免手臂、十字架等部件横向打印(易因层间粘结不足断裂)。
打印过程监控
重点观察面部和手部的成型(避免层纹扭曲导致神态失真);
大型模型(>20cm)建议分段打印(如头部、躯干、底座分开打印),接口处设计定位销(确保组装对齐)。
四、后处理:强化庄严感与细节质感
基础处理
支撑去除:用手术刀或镊子小心剥离支撑,尤其是面部周围、手指缝隙等隐蔽处,残留痕迹用 2000 目砂纸轻磨(避免破坏细节);
打磨抛光:PLA + 模型用 800 目→1500 目砂纸打磨表面,重点处理服饰的平整区域(如胸部、背部),最后用羊毛轮抛光(呈现柔和光泽);树脂模型可省略粗磨,直接用细砂纸处理支撑残留。
上色与质感表现
底色:根据服饰传统选色(如长袍用米白、浅棕,象征朴素;受难像的长袍可加淡红或灰调,体现沉重),用哑光漆薄喷(避免反光破坏庄重感);
细节层次:
面部:肤色用肉色 + 少量黄调,脸颊加极淡的红晕(体现生命力),眼窝、鼻翼处做轻微阴影(增强立体感);
服饰:用干刷法在褶皱深处扫深色漆(如棕色 + 灰),边缘扫浅色(模拟光线反射),避免大面积浓色;
宗教符号:十字架可涂暗金或古铜色(做旧处理),钉痕处加暗红色(模拟血迹,需克制,避免过于血腥);
保护层:喷一层消光清漆(整体统一质感,减少指纹附着)。
底座修饰
素面底座可刻字(如宗教短句、型号标识),字体选用衬线体(如罗马体),体现庄重;
可粘贴薄石板或木质贴片(增强质感),底部加防滑垫(避免摆放时滑动)。
五、注意事项:尊重宗教传统与文化敏感性
形象准确性:参考权威宗教艺术作品(如文艺复兴时期经典雕像),避免对传统姿态、符号进行随意修改(如赐福手势的手指组合需符合宗教定义)。
文化尊重:创作过程中保持严肃态度,避免过度艺术化改编导致不庄重(如服饰过于华丽、表情轻佻等)。
适用场景合规:若用于宗教场所,需符合相关宗教团体的规范;作为商业产品,需明确用途,避免冒犯信仰群体。
3D打印耶稣雕像手板模型通过技术手段精准还原宗教艺术细节,同时需在设计与制作中兼顾传统与尊重,使其既具备原型验证的功能性,又承载文化与精神的表达意义。

