
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
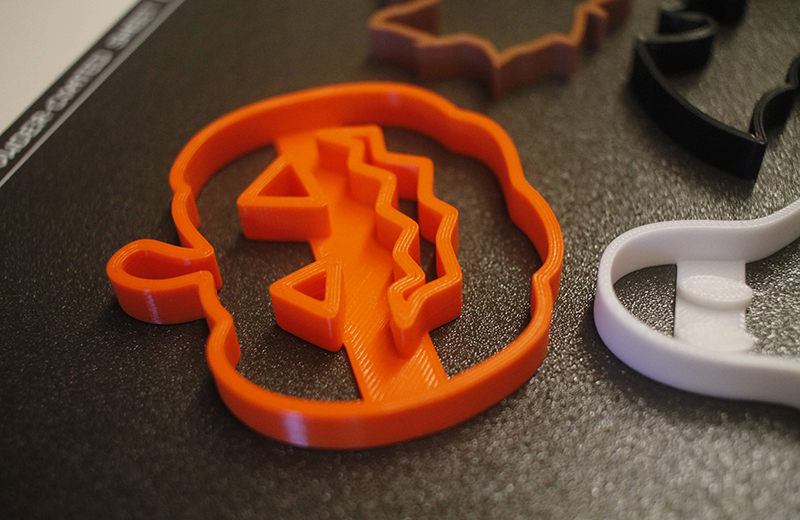
产品尺寸: 6cm*4cm*1cm
后处理: 喷油
案例介绍
3D打印饼干模具手板模型是通过3D打印技术制作的、用于压制饼干成型的原型模具,核心是还原饼干图案细节(如卡通造型、文字纹路),同时保证模具边缘光滑、脱模顺畅,适配家庭烘焙或小型批量试产场景,优势在于快速定制个性化图案、低成本调整模具尺寸,且可按需优化脱模结构。
一、设计核心:图案细节与实用功能适配
1. 模具基础结构设计(确保成型与脱模)
整体尺寸:根据饼干食用场景确定,常规圆形模具直径 5-8cm、方形模具边长 5-7cm,厚度 3-5mm(兼顾结构强度与打印效率);手柄部分设计成 “弧形握柄”(长度 8-10cm,宽度 2-3cm,厚度 2mm),方便手持按压,握柄与模具主体一体化打印,避免拼接断裂。
图案深度与边缘:饼干图案(如动物造型、字母)的凹陷深度控制在 1-1.5mm,过深易导致饼干原料卡在模具内(脱模困难),过浅则图案不清晰;模具边缘做圆角处理(半径 0.5-1mm),避免锋利边缘划伤手部,同时防止按压时饼干边缘开裂。
脱模优化结构:
模具表面做 “0.5°-1° 拔模斜度”(图案边缘从底部到顶部轻微外扩),减少饼干与模具的接触面积,方便脱模;
小型模具(直径≤5cm)可在图案中心预留 1 个直径 1mm 的 “透气孔”,按压时排出模具与原料间的空气,避免饼干表面出现气泡或凹陷。
2. 个性化图案设计(适配不同需求)
家庭烘焙款:以卡通形象(如小熊、兔子)、节日元素(圣诞树、雪花)为主,图案线条宽度≥1mm(避免打印时线条断裂),细节简化(如小熊面部仅保留眼睛、鼻子,避免细小纹路难以成型);可设计 “组合模具”(如一套 6 个不同造型,共用一个手柄,节省打印材料)。
儿童互动款:图案加入 “可拼接元素”(如数字 1-9 模具,拼接后组成完整图案),或在模具边缘打印防滑凸点(高度 0.5mm,间距 5mm),方便儿童抓握;模具颜色选用鲜艳 PLA 材料(如红色、黄色),提升趣味性。
商用试产款:图案需清晰还原品牌 LOGO 或产品标识(如文字 “LOGO” 字体高度≥3mm,线条宽度≥1.5mm),模具尺寸统一(如批量生产直径 6cm 的饼干),且表面做 “镜面抛光预处理”(打印后打磨至 Ra≤0.8μm),确保饼干表面光滑,提升产品质感。
二、材料选择:兼顾耐高温与食品接触安全性
PLA(聚乳酸):家庭烘焙首选,材料环保可降解,颜色丰富(支持定制图案配色),打印难度低,无刺鼻气味。优点是刚性足够(厚度 3mm 可承受 50N 按压 force,约 5kg 重量),缺点是耐高温性差(软化温度约 55-60℃),仅适合压制常温饼干原料(如黄油饼干面团,温度≤30℃),不可放入烤箱加热。建议选择 “食品级 PLA”(符合 FDA 食品接触标准),避免非食品级材料中的添加剂迁移。
PETG(聚对苯二甲酸乙二醇酯 – 1,4 – 环己烷二甲醇酯):适合需轻微耐高温的场景(如压制后需短暂放置在 40-50℃环境),耐温可达 110℃,韧性优于 PLA,不易因按压变形或断裂,且表面光滑易清洁(可水洗,避免原料残留)。打印时需略高喷嘴温度(220-240℃),建议搭配加热床(80-100℃)防翘边,同样需选择食品级 PETG,确保安全。
尼龙(PA12):商用试产优选,耐高温性好(软化温度≥150℃),可耐受饼干烘焙前的原料预热(如 60-80℃面团),且耐磨性强(反复使用不易磨损图案),适合小批量试产(可重复使用 500 次以上)。缺点是打印难度高(需封闭打印舱、湿度控制≤30%),且需后期用酒精清洗表面,去除打印残留,成本高于 PLA/PETG。

三、打印参数与后处理关键步骤
1. 打印参数设置(以 FDM 打印为例,食品级 PLA 材料)
基础参数:层厚 0.15-0.2mm(兼顾图案细节与打印速度),填充密度 80%-100%(模具主体需高填充,确保按压时不变形;手柄可降至 60%,减轻重量);打印速度 40-50mm/s(图案细节部位降至 30-40mm/s,避免线条错位);喷嘴温度 190-210℃,热床温度 50-60℃;启用 “轮廓数增加”(设为 3-4 层),增强模具边缘强度,避免按压时开裂。
支撑与摆放:模具建议 “图案面朝上” 摆放,仅在手柄悬空部位(如握柄与模具主体连接的倾斜处)添加树状支撑(支撑密度 15%),支撑接触面积≤0.3mm²,避免拆除时损坏图案细节;若图案有细小凸起(如字母笔画),需禁用支撑,手动调整角度使凸起面朝上,防止支撑覆盖细节。
特殊设置:打印图案线条时,启用 “细线打印” 模式(线宽 0.2mm),确保线条连续无断点;模具表面启用 “顶层 / 底层增厚”(各 8-10 层),减少层纹,提升表面平整度,避免原料卡在层纹缝隙中。
2. 后处理步骤(优化细节与安全性)
基础修整:用尖嘴钳小心移除支撑,对图案边缘、手柄连接处等精细部位,用美工刀轻轻刮除残留支撑点(避免划伤图案);用 400-800 目砂纸轻磨模具边缘和手柄表面,去除毛刺,确保触摸无刺痛感;若有细小纹路堵塞(如透气孔),用细针(直径 0.8mm)轻轻疏通,保证透气顺畅。
食品接触安全处理:
清洁:用 75% 医用酒精喷洒模具表面,用无尘布擦拭干净,去除打印残留的塑料碎屑;若为尼龙模具,需用超声波清洗机(水温 40℃,清洗 10 分钟)彻底清洁缝隙,避免原料残留。
消毒:将 PLA/PETG 模具放入 60℃以下的热水中浸泡 10 分钟(避免高温软化),尼龙模具可放入 80℃热水浸泡,消毒后晾干备用;禁止用高温消毒柜(如 100℃以上),防止模具变形。
图案优化(可选):若图案细节不清晰(如线条边缘毛糙),用 1000 目砂纸轻轻打磨图案表面,直至纹路光滑;商用模具可在表面喷涂 “食品级脱模剂”(如硅基脱模剂),提升脱模顺畅性,每次使用前喷涂 1 次,避免原料粘连。

四、场景化试用与优化建议
家庭烘焙试用:用模具压制黄油饼干面团(硬度适中,避免过软或过硬),测试脱模效果(饼干是否完整脱离模具,图案是否清晰);若出现脱模困难,可在模具表面薄涂一层食用油(替代脱模剂),或增大拔模斜度(从 0.5° 增至 1°),下次打印时调整设计。
儿童互动试用:让儿童手持模具按压面团,测试手柄防滑性(是否容易打滑)、重量(儿童能否轻松举起,建议模具总重≤50g);若手柄过滑,可在表面用砂纸轻微打磨(增加摩擦力),或在打印时设计防滑纹路(如波浪形凸纹)。
商用试产试用:连续压制 50-100 块饼干,观察模具图案磨损情况(是否出现线条变浅)、结构稳定性(是否有变形);若图案磨损快,下次打印改用尼龙材料或增加图案线条宽度(从 1mm 增至 1.5mm);若模具变形,需提高填充密度(从 80% 增至 100%)或增厚模具厚度(从 3mm 增至 4mm)。

