
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 3cm*3cm*5cm
后处理: 喷油
案例介绍
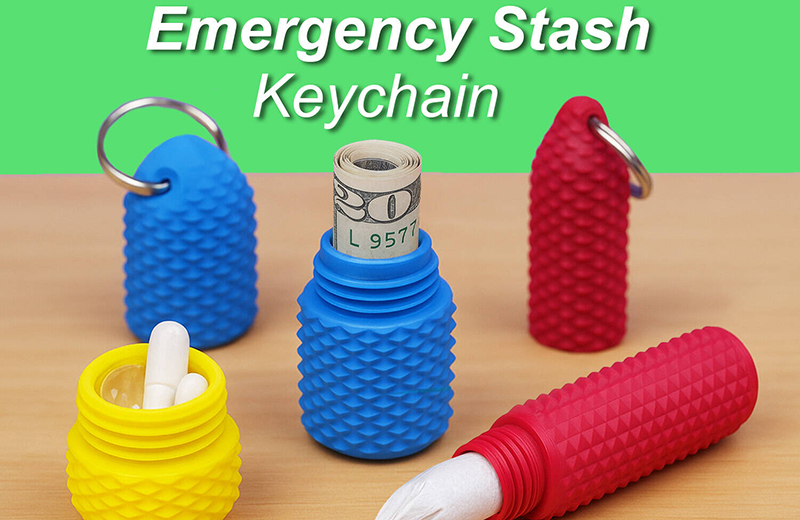
3D打印应急储物钥匙扣是一个非常实用且有趣的项目。它结合了功能性、便携性和个性化设计。下面将详细解析从模型选择、打印设置到后处理的完整过程。
应急储物钥匙扣模型的核心特点
这类钥匙扣本质上是一个微型的密封容器,其设计关键在于:
密闭性:需要有可靠的盖子和密封结构,防止内部小物品掉落。
易于开合:盖子不能太紧(否则打不开)也不能太松(否则会散开)。
坚固耐用:作为日常携带品,需要承受摩擦和偶尔的撞击。
小巧便携:尺寸要恰到好处,既能存放小物件,又不会过于笨重。
常见的内部储物空间通常用于存放应急药片、备用SIM卡、小额钞票、密码纸条等。
模型选择与获取
在选择模型时,可以关注以下几种经典结构:
螺纹式:盖子和主体通过螺纹旋转闭合。
优点:密封性最好,最可靠。
挑战:对打印精度要求高,需要精确校准打印机,否则螺纹可能咬合不顺。
按压式:盖子和主体通过摩擦力或卡扣“咔嗒”一声闭合。
优点:开合快速方便。
挑战:对卡扣部分的尺寸设计要求极高,需要反复测试调整。
滑动式:盖子通过滑轨打开和关闭。
优点:结构新颖有趣。
挑战:滑动部件需要留有合适的间隙,确保滑动顺畅又不松动。
分离式:完全分成盖子和主体两部分,通过铰链连接。
优点:不易丢失盖子。
挑战:铰链部分通常较脆弱,容易断裂。
获取途径:在Printables、Thingiverse、Cults3D等平台搜索“Emergency Pill Keychain”、“Secret Stash Container”、“EDC Keychain”等关键词,能找到大量开源设计。
打印参数设置指南
正确的打印设置是保证钥匙扣功能性的核心。
打印方向
最佳方向:侧卧打印。对于圆柱形钥匙扣,不建议直立打印,那样层与层之间的结合力会沿着螺纹或卡扣的受力方向,容易开裂。将其放倒打印,可以让每一层覆盖更多的功能面,显著增强螺纹/卡扣的强度。
避免在关键接触面使用支撑:通过调整角度,让螺纹或卡扣的悬空部分尽可能减小,从而避免使用支撑。如果无法避免,请使用易拆除的树状支撑。
层高
使用0.12mm – 0.16mm的较小层高。更精细的层高可以打印出更光滑的螺纹和更精确的配合尺寸,减少后期打磨的工作量。
壁厚
增加外壁数量。建议至少使用3层甚至4层外壁。厚实的壁厚能极大地提升钥匙扣的整体强度和耐用性,防止在日常使用中破裂。
填充密度
建议设置在20% – 30%。虽然它不承重,但适当的填充可以为外壳提供坚实的支撑,避免受压变形。
材料选择
PETG:这是最佳选择。它兼具PLA的易打印性和优于PLA的韧性、耐用性,并且具有一定的抗冲击和耐磨损能力。
PLA:可以使用,但比较脆,摔落时容易碎裂。如果你选择PLA,请务必增加壁厚。
尼龙:如果对强度和韧性要求极高,可以考虑尼龙,但它对打印环境要求高,且需要更高的打印温度。
尺寸容差设计
这是成功的关键!盖子和主体需要有适当的间隙才能顺利配合。
在切片软件中,你可以使用“水平扩展”或“孔洞水平扩展”功能。
通用规则:通常将孔洞(即盖子)扩大0.1mm – 0.3mm,或者将轴(即主体)缩小0.1mm – 0.3mm。具体数值需要根据你的打印机情况进行微调。
后处理与功能测试
打印完成后的步骤直接影响最终的使用体验。
小心拆除支撑:使用精细的工具(如镊子、翘刀)仔细清除所有支撑,特别是螺纹和卡扣内部的残留,避免损坏功能性结构。
打磨与测试配合
初步测试:先不要强行拧上或扣上。先徒手感觉一下配合是否过紧。
针对性打磨:如果过紧,可以使用细砂纸重点打磨盖子的外壁或主体的内壁,每次打磨一点点就测试一次,直到达到顺滑且不松动的效果。
螺纹润滑:如果是螺纹式,可以在螺纹上涂抹一点点凡士林或PTFE干性润滑剂,这能显著改善旋拧手感并减少磨损。
水密性测试(可选)
如果你需要它防水,可以在接口处的O型环凹槽内放入一个微型的O型圈。
进行测试时,先在内部放一张干纸巾,然后盖紧盖子,放入水中轻轻按压,观察是否有气泡冒出。
添加挂环
确保钥匙环孔洞畅通无阻,穿上一个坚固的钥匙环。
通过以上从模型选择、精确打印到细致后处理的完整流程,就能制造出一个既美观又实用的3D打印应急储物钥匙扣。

