
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 6cm*6cm*2cm
后处理: 喷油
案例介绍
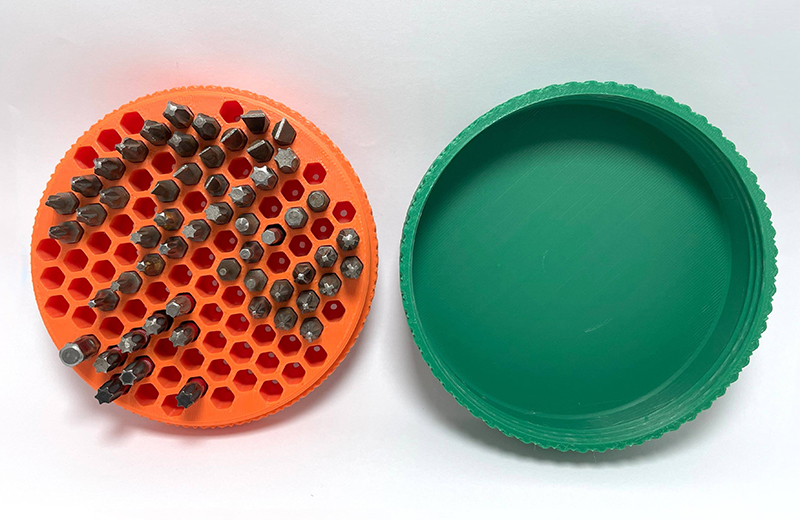
3D打印钻头收纳器手板模型的核心是 “精准定位防掉落 + 分类收纳易取用 + 适配 3D 打印特性”,需按钻头直径设计对应卡槽,兼顾收纳容量与桌面摆放稳定性,以下是从设计到成品的完整实操方案,覆盖家用便携、车间实用等不同场景:
一、前期准备:模型设计与功能定位
1. 风格与结构设计(实用优先 + 适配场景)
家用便携款:整体尺寸 150×80×50mm(长 × 宽 × 高),单层设计,正面排列不同规格卡槽(适配直径 1~10mm 钻头),背面做壁挂孔(直径 6mm,方便挂墙节省桌面空间);顶部加提手(宽度 20mm,厚度 3mm),边缘做 R2mm 圆角防刮手,采用浅灰色简约设计。
车间实用款:双层结构(总高 80mm),底层长 200× 宽 100mm,适配 1~13mm 大直径钻头;上层长 200× 宽 60mm,收纳 1~5mm 小直径钻头,分层设计避免拿取干涉;卡槽旁雕刻直径标识(如 “φ3mm”),底部做 4 个防滑脚垫(直径 10mm,高度 3mm),增强摆放稳定性,选用耐摔材质设计。
迷你抽屉款:总尺寸 120×60×40mm,主体设 2 个抽拉式抽屉(每个抽屉长 100× 宽 50× 高 15mm),抽屉内按直径分区(1~3mm、3~6mm),抽屉外侧做凹槽拉手(宽度 15mm,深度 5mm);顶部可额外设计小型卡槽(适配常用钻头),方便随取随用,整体小巧不占地。
2. 核心结构优化(适配 3D 打印 + 收纳需求)
尺寸与壁厚:
整体尺寸:长度 120~200mm、宽度 60~100mm、高度 40~80mm(桌面摆放适配),过大需拆分打印(如双层款可拆分上下层)。
壁厚:主体壁厚 3~4mm(FDM 工艺)/2.5~3mm(树脂工艺),卡槽侧壁厚度 2~2.5mm(确保支撑强度),抽屉滑轨厚度 3mm(防变形)。
卡槽设计(关键核心):
卡槽直径:比对应钻头直径大 0.2~0.3mm(如 φ3mm 钻头配 φ3.2mm 卡槽),确保精准定位不晃动;卡槽深度为钻头直径的 1.5~2 倍(如 φ5mm 钻头卡槽深 8~10mm),防止掉落。
卡槽间距:相邻卡槽中心距≥15mm(小直径钻头)/20mm(大直径钻头),避免拿取时相互干涉;卡槽排列按直径递增 / 递减顺序,方便快速查找。
打印适配优化:
悬空结构:抽屉滑轨、壁挂孔等悬空高度>5mm 的部位,设计树状支撑(易去除),避免打印坍塌。
抽拉结构:抽屉与主体滑轨预留 0.2~0.3mm 间隙,确保抽拉顺畅,无卡顿;滑轨表面尽量光滑,减少打印纹理导致的摩擦。
3. 模型来源
下载:从 Thingiverse、Printables 搜索 “drill bit organizer”“钻头收纳盒”,筛选标注 “可 3D 打印”“带尺寸标识” 的文件,优先选分层 / 抽屉式模型(适配不同钻头规格)。
自制:用 Blender、Tinkercad 绘制,先搭建主体框架→ 按钻头规格设计卡槽 / 抽屉→ 添加防滑、壁挂等辅助结构;新手用 Tinkercad 做基础结构,再用 Blender 细化卡槽尺寸和标识。
二、材料选择:适配耐用性与场景需求
PLA(聚乳酸)- 性价比首选:
优势:成本低、易打印、颜色丰富(浅灰、黑色、蓝色齐全),适合家用便携款、迷你款,打印成功率高。
适配场景:日常轻度使用,桌面摆放收纳,避免跌落碰撞;可直接用彩色 PLA 打印,无需后续上色。
注意:PLA 韧性一般,避免承重挤压;表面可喷哑光清漆,提升耐磨性和防水性。
PETG – 耐用性首选:
优势:韧性好、防摔耐磨、防水耐候,适合车间实用款、高频使用场景,能承受轻微碰撞和摩擦。
适配场景:车间、车库等复杂环境,抽屉式收纳器优先选 PETG,抽拉结构不易变形损坏。
注意:打印时需封闭打印仓(防翘边),热床温度 55~65℃,冷却后再取件;表面可直接使用,无需额外处理。
ASA – 户外 / 恶劣环境首选:
优势:耐候性极佳(抗 UV、防水、耐高低温),适合需户外存放或车间潮湿环境,使用寿命长于 PLA 和 PETG。
适配场景:室外作业工具收纳、车间长期使用的收纳器,无需担心环境因素导致老化变形。
注意:打印温度较高(喷嘴 230~250℃),需加热打印仓(50~60℃);成本高于 PLA 和 PETG,适合对耐用性要求高的场景。
三、打印参数设置(按工艺分类)
1. FDM 工艺(PLA 材料,家用便携款,尺寸 150×80×50mm)
核心参数:
层厚:0.2mm(兼顾效率与结构强度),卡槽、滑轨等精细部位用 0.15mm 层厚。
喷嘴温度:205~215℃,热床温度:50~60℃(防止底座翘边)。
打印速度:主体 50~60mm/s,卡槽、滑轨等关键部位降速至 30~40mm/s。
填充率:主体 30~40%(网格填充),底部、卡槽支撑区 50%(增强稳定性),抽屉滑轨 40%(确保承重)。
特殊设置:
支撑:仅在壁挂孔、抽屉滑轨悬空处加树状支撑(密度 15%),卡槽内部避免支撑(防止残留难清理)。
回抽:距离 5~6mm,速度 60mm/s(减少拉丝,避免堵塞卡槽)。
外壳层数:5~6 层(增强壁厚均匀性,避免卡槽变形)。
2. FDM 工艺(PETG 材料,车间实用款,尺寸 200×100×80mm)
核心参数:
层厚:0.2mm,卡槽、防滑脚垫等部位 0.15mm。
喷嘴温度:230~240℃,热床温度:60~65℃(提升底座附着力)。
打印速度:主体 45~55mm/s,关键部位降速至 30~40mm/s。
填充率:主体 35~45%,卡槽支撑区 50%,防滑脚垫 50%(增强耐磨)。
特殊设置:
支撑:选择易去除支撑,密度 12~15%,支撑接触点直径≤0.6mm(方便清理)。
冷却:开启风扇(风速 50~70%),避免层间粘连;封闭打印仓,提升表面光滑度。
四、后处理与组装(提升实用性)
1. 模型后处理
FDM 模型:
去支撑 / 修毛刺:用斜口钳粗剪支撑,再用 120 目→240 目砂纸依次打磨残留,重点处理卡槽边缘、抽屉滑轨(确保光滑无毛刺,避免刮伤钻头);底部用砂纸磨平(保证放置平稳)。
标识优化:卡槽旁的直径标识若打印模糊,可用马克笔描涂,增强辨识度;或用激光雕刻机二次雕刻(可选),提升美观度。
防水处理:PLA 模型喷 2~3 层户外专用防水清漆,晾干 24 小时;PETG 模型可直接使用,无需额外防水。
组装(拆分打印款):
配件准备:ABS 胶水 / 热熔胶(粘接分层款)、橡胶防滑垫(若打印脚垫效果不佳,可替换)。
组装步骤:将拆分的上下层 / 抽屉与主体对齐,用 ABS 胶水点粘固定(分层款),确保无松动;抽屉式收纳器需测试抽拉顺畅度,若卡顿用砂纸轻微打磨滑轨。
2. 功能测试
定位测试:将对应规格钻头插入卡槽,检查是否稳固(倒置无掉落)、拿取是否便捷。
稳定性测试:将收纳器放在桌面,按压边缘无晃动;壁挂款悬挂后,承重≥2kg(确保不脱落)。
耐用性测试:反复抽拉抽屉(≥50 次),检查滑轨无变形、无卡顿;轻微碰撞后,无开裂、损坏。
五、常见问题与解决方案
卡槽尺寸偏差(钻头放不进 / 过松):建模尺寸误差 / 打印收缩→ 建模时卡槽直径增加 0.2mm(补偿打印收缩),打印前在切片软件中微调尺寸(如放大 0.5%)。
抽屉卡顿 / 抽拉不畅:滑轨间隙过小 / 表面粗糙→ 增大滑轨间隙至 0.3mm,打印后用砂纸打磨滑轨表面,或涂抹少量固体润滑油。
表面拉丝 / 毛刺多:回抽参数不当 / 喷嘴堵塞→ 调整回抽距离至 5mm、速度 60mm/s,打印前清理喷嘴;卡槽内部用细砂纸打磨,去除残留毛刺。
整体晃动 / 不稳:底部过薄 / 重心偏移→ 加厚底部至 4mm 以上,增加防滑脚垫数量(4 个改为 6 个),调整卡槽布局(对称设计),确保重心在底座中心。
结构断裂(提手 / 卡槽):壁厚过薄 / 填充率过低→ 加粗提手 / 卡槽壁厚至 3mm 以上,填充率提升至 45%,关键部位加小型加强筋(宽度 3mm)。
六、创意拓展
分类配色设计:不同直径区间的卡槽用不同颜色打印(如 1~3mm 用蓝色、3~6mm 用黄色),或用双色 PLA 打印主体与卡槽,直观区分规格,提升查找效率。
多功能整合:在收纳器侧面增加螺丝刀、扳手等工具的卡槽,实现 “钻头 + 工具” 一体化收纳;或在顶部设计小型磁铁区域,吸附螺丝、螺母等小零件。
个性化定制:在主体侧面雕刻姓名、logo 或 “工具收纳区” 标识,作为车间专属工具;或根据常用钻头规格,定制专属卡槽布局(如侧重木工钻头、金属钻头)。
可扩展设计:采用模块化结构,单个收纳单元可拼接组合,根据钻头数量增加单元数量,灵活适配不同收纳需求。

