
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 30cm*3cm*5cm
后处理: 喷油
案例介绍
螺丝刀架的核心目标是实现工具的整洁收纳、快速取用和稳定存放,手板模型需要验证其结构、尺寸匹配度和用户体验。
方案概述
我们将设计一个模块化、壁挂/桌面两用的螺丝刀架,它具有清晰的刀位分区,能够容纳多种尺寸的螺丝刀,并融入一些提升用户体验的智能设计。
1. 设计概念与功能特点
模块化设计:
基础单元可以容纳4-6种最常用的螺丝刀。
设计榫卯或卡扣结构,使多个单元可以并排拼接,方便根据工具数量灵活扩展。
优势:打印体积小,成功率高;布局灵活,非常适合手板测试不同的组合方式。
人性化收纳:
倾斜式刀位:刀位设计成15-30度角向后倾斜,方便视觉识别和取用。
磁吸辅助固定:在每个刀位底部预留凹槽,用于嵌入圆形强磁铁(如Φ10x2mm)。磁铁能牢牢吸住螺丝刀头,即使架子受到晃动,工具也不会散落。
通用性与专用性结合:
大部分刀位为通用孔,适合不同杆径的螺丝刀。
可设计1-2个专用位,用于存放精密螺丝刀或带有批头座的螺丝刀手柄。
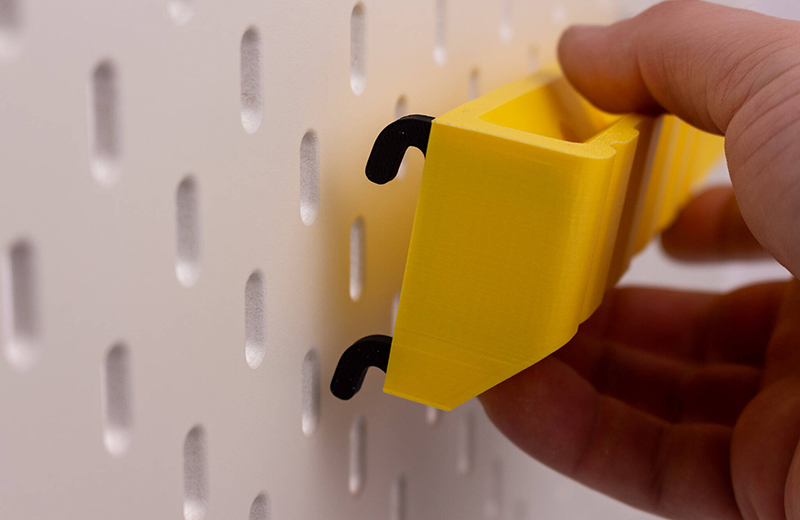
多功能安装方式:
背面预留挂孔:用于螺丝壁挂。
平坦的底部:使其可以稳定地放置在桌面上。
底部可加装防滑垫:预留胶贴位置,增加桌面放置的稳定性。
标签系统:
在每个刀位前方或上方设计一个小小的标签槽,可以插入打印的尺寸标签(如PH1, PH2, SL4, SL6等),实现精细化收纳。
2. 3D模型设计要点
主体结构:
底座:厚度建议5-8mm,确保整体稳定,不易倾倒。
隔板:分隔每个刀位,厚度3-4mm。隔板高度应超过螺丝刀手柄的一半,以提供足够的支撑。
刀位孔洞:
通用孔直径:建议20-25mm,以适应大多数家用螺丝刀的手柄或杆部。
深度:至少30mm,确保螺丝刀插入后稳定。
底部:设计为锥形或半球形,便于打印且无支撑。
磁铁槽设计:
在每个刀位的正中心底部,设计一个与所选磁铁尺寸完全匹配的紧配孔。
例如,使用Φ10x2mm的磁铁,则设计一个直径9.8mm,深度2.1mm的孔,利用3D打印材料的微小弹性将磁铁“压入”并固定。
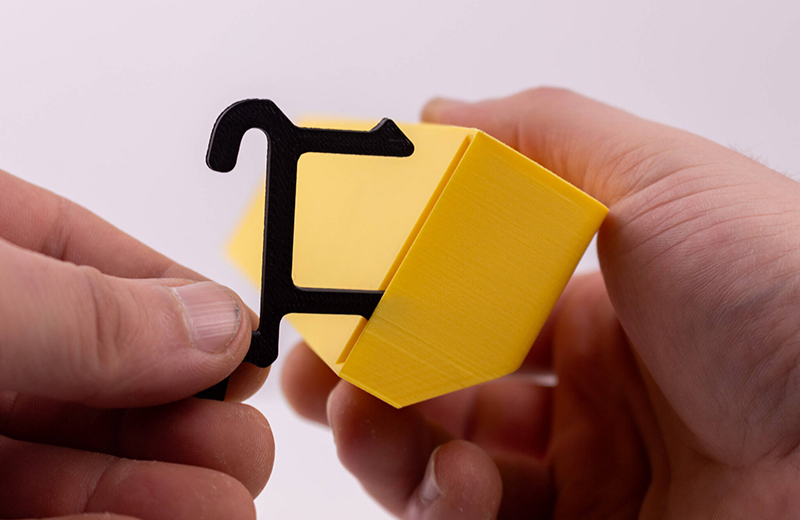
连接结构(针对模块化):
在一侧设计“母头” (凹槽),另一侧设计“公头” (凸起)。
公头可以设计轻微的倒扣,以形成卡扣连接,或者简单地采用滑轨式设计。
3. 3D打印建议
材料选择
PETG:
首选推荐。具有优异的韧性、强度和层间结合力,不易在受力点断裂。耐化学性也比PLA好,更适合工具间的环境。
PLA+:
备选方案。打印容易,细节好。如果只是用于静态展示或轻量级使用,PLA+足够。但其脆性可能导致卡扣或薄壁处在测试时断裂。
ASA/ABS:
如果需要手板具备更高的耐温性和更好的机械性能,可选。但打印难度大。
尼龙:
如果预期这是一个会投入实际长期使用的功能原型,尼龙是最佳选择,极其坚韧耐用。
打印参数建议
层高:0.2mm(标准质量)。
填充密度:25% – 40%。使用Gyroid或立方体填充,在保证强度的同时节省材料。
壁厚:3层(至少1.2mm)以上。
打印方向:
至关重要! 必须让模型的底部作为打印平台。即,让刀位的开口朝上。
为什么? 这样打印时,刀位的隔板是垂直打印的,具有最高的强度。如果躺着打印,隔板的层间结合面会成为受力点,插入螺丝刀时极易断裂。
支撑:通常不需要支撑结构,因为所有悬垂角度(如磁铁槽上方的穹顶)都在可打印范围内(通常45度法则)。
4. 后处理与组装
清洁与打磨:去除可能的拉丝,轻轻打磨连接部位,确保拼接顺畅。
嵌入磁铁:这是关键一步。使用一滴超级胶水(CA胶) 辅助固定磁铁,确保其不会在取放工具时被带出。
测试与迭代:
打印单个单元作为测试件,验证磁铁固定效果、螺丝刀取放的便利性和隔板强度。
根据测试结果,调整刀位尺寸或隔板厚度,然后再次打印验证。这是手板模型的核心价值所在。

