
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
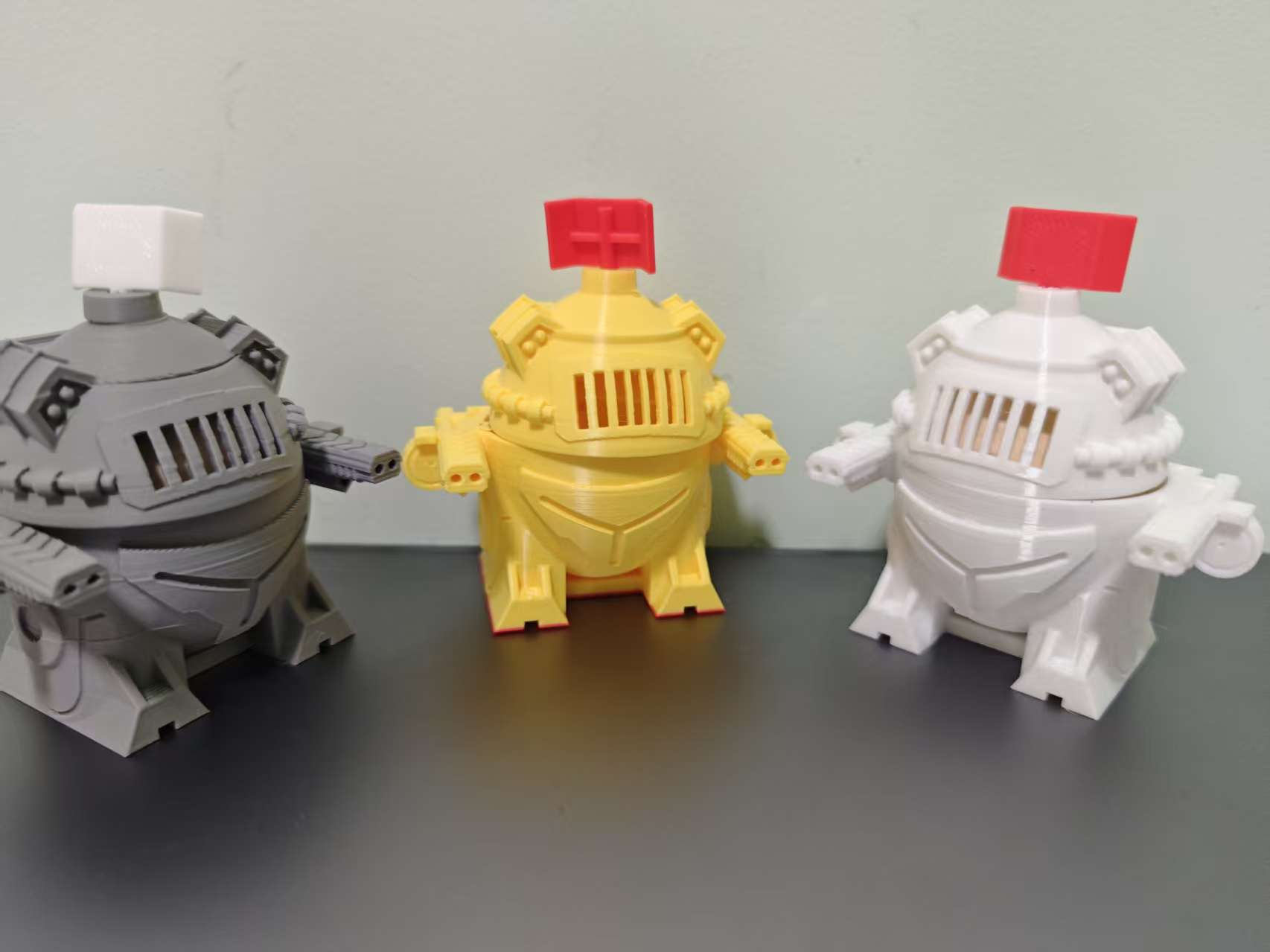
产品尺寸: 5cm*6cm*8cm
后处理: 喷油
案例介绍
3D打印蛋型机甲手板模型是兼具科幻美学与结构验证的创意原型,核心设计需平衡 “蛋型流线轮廓” 与 “机甲机械细节”,同时适配 3D 打印工艺特性,避免复杂结构导致打印失败,适合产品设计展示、模型收藏或科幻主题创作,具体方案如下:
核心设计要点
蛋型机甲的核心是 “蛋型主体 + 机甲模块化细节”,设计时需兼顾造型完整性与打印可行性。整体尺寸建议控制在 15-20cm(高度)×12-15cm(最大直径),既凸显机甲的厚重感,又便于 3D 打印与后处理。蛋型主体采用圆润流线型设计,表面曲率过渡自然,避免尖锐棱角,底部可设计 3-4 个小型支撑脚(高度 1-2cm),确保放置稳定;机甲细节需围绕蛋型主体展开,如肩部装甲、手臂机械结构、腿部折叠机构、背部推进器等,所有细节需与主体融合,避免过度突出导致悬垂结构过多。
结构强度方面,蛋型主体壁厚≥2.5mm,机甲突出部位(如装甲边缘、机械臂)壁厚≥2mm,关键连接处(如手臂与主体、腿部与主体)添加加强筋(宽度 1-1.5mm,厚度 1mm),防止打印后断裂;若设计可活动关节(如肩关节、肘关节),需采用分体式设计,关节处预留 0.3-0.5mm 装配间隙,通过转轴或卡扣连接,确保活动顺畅。细节设计上,可在装甲表面添加镂空纹路(如散热格栅、能量槽)、凹凸肌理(如机械铆钉、装甲拼接缝),深度控制在 0.5-1mm,既提升科幻质感,又不会因结构过细导致打印坍塌;头部可设计为可转动结构,眼部预留发光组件安装位(直径 3-5mm),增强互动性。
建模时使用 Fusion 360、Blender 或 ZBrush 软件,先搭建蛋型主体框架,再逐步添加机甲模块化细节,确保模型无破面、重叠面;悬垂结构角度控制在≥45°(无需支撑),对于复杂机械细节(如小于 45° 的悬垂),可拆分打印后组装,或设计内置支撑(后续易去除);导出 STL 格式前,用 Meshlab 修复模型缺陷,确保网格结构完整。
打印前准备
模型优化阶段,导入 Cura、PrusaSlicer 等切片软件后,先对模型进行 orientation 调整(摆放角度),优先将蛋型主体的最大面贴合平台,减少支撑用量;机甲突出细节(如手臂、推进器)尽量朝上或侧向摆放,避免大面积悬垂。对于无法避免的悬垂结构(如装甲下方的镂空、关节内侧),添加树状支撑(支撑密度 10%-15%),支撑接触层厚度设为 0.2mm,支撑与模型的接触面积控制在最小,便于后续去除且不损伤表面细节。
材料选择上,优先选用 PETG 材料,兼具刚性与韧性,抗冲击不易脆裂,适合展示类模型;若追求更高精度与表面光滑度,可选用树脂材料(光敏树脂),但树脂脆性较大,需避免碰撞;若仅用于结构验证,可选用 PLA 材料(成本低、打印简单)。切片参数设置需根据材料调整:
PLA 材料:层厚 0.15-0.2mm,填充密度 30%-40%(主体 35%,细节部位 40%),打印速度 50-60mm/s,喷嘴温度 200-210℃,平台温度 50℃,冷却风扇风速 60%-80%(避免层间粘连)。
PETG 材料:层厚 0.15-0.2mm,填充密度 35%-45%,打印速度 45-55mm/s,喷嘴温度 210-220℃,平台温度 60℃,冷却风扇风速 40%-60%(防止材料收缩变形)。
树脂材料:层厚 0.05-0.1mm(提升细节精度),曝光时间 8-12s(根据树脂类型调整),底部曝光时间 60-80s,支撑密度 20%-25%,选用 “轻支撑” 模式,减少支撑痕迹。
若模型为分体式设计(如主体、手臂、头部分开打印),需将各部件分别切片,并标注装配位置,避免混淆;可在装配面设计定位销与定位孔(间隙 0.2mm),确保组装精准。
3D 打印与后处理
打印前需校准 3D 打印平台水平(树脂打印机需校准液位),确保喷嘴与平台间距均匀(PLA/PETG 用纸张测试,间距约 0.1mm),避免模型底部翘边;PLA/PETG 打印时,可在平台表面涂抹固体胶或使用 PEI 贴纸,提升附着力;树脂打印时,需确保树脂槽清洁无杂质,曝光参数匹配树脂特性。
打印过程中,实时观察关键细节的成型情况(如镂空纹路、机械肌理),若出现材料堆积或支撑脱落,需暂停打印调整参数;PLA/PETG 模型打印完成后,待平台冷却 15-20 分钟再取下,树脂模型打印完成后,先放入酒精中清洗(5-10 分钟),去除表面残留树脂,再进行紫外光固化(10-20 分钟)。
后处理步骤如下:
去除支撑:PLA/PETG 模型用斜口钳小心剪断支撑根部,再用 800 目砂纸轻轻打磨支撑痕迹;树脂模型用剪刀去除支撑,再用 1000 目砂纸打磨,避免损伤细节。
细节修复:若模型存在小瑕疵(如气泡、缺料),用 PLA/PETG 专用补料或树脂补土填充,固化后打磨平整;对于装甲拼接缝,用砂纸打磨至过渡顺滑。
打磨抛光:用 1500-2000 目砂纸逐步抛光模型表面,PLA/PETG 模型可涂抹少量抛光液,或用热风枪(温度 60-80℃)轻微加热后抛光;树脂模型可进行镜面抛光(用 3000 目以上砂纸 + 抛光膏),提升表面光滑度。
上色与美化:根据设计风格上色,可采用 “底漆 + 面漆 + 细节涂装” 流程,如主体用金属色(银、枪灰),细节用荧光色(红、蓝)点缀,装甲缝隙用黑色颜料做阴影处理;眼部可嵌入 LED 灯珠(需提前预留安装位),背部推进器可粘贴透明亚克力片,增强科幻感;最后可喷一层哑光清漆,保护漆面并提升质感。
优化迭代方向
若打印后发现机甲细节模糊,可在建模时增大细节深度(如从 0.5mm 提升至 1mm),或减小打印层厚(0.1mm 以下);若关节活动不顺畅,可打磨关节接触面,或增大装配间隙(至 0.5mm);若蛋型主体放置不稳,可加宽支撑脚底部(直径 2-3cm),或在底部添加防滑纹理。
若追求更复杂的机甲结构,可设计可拆卸装甲(通过磁吸或卡扣固定),内部添加机械内构细节(如齿轮、管线);若用于动态展示,可在底部安装旋转底座,或设计可折叠的腿部结构(展开后站立,折叠后为蛋型)。此外,可尝试双色打印或多材料打印(如主体用 PLA,关节用 TPU 柔性材料),提升模型的功能性与视觉层次。

