
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 1cm*1cm*0.7cm
后处理: 喷油
案例介绍
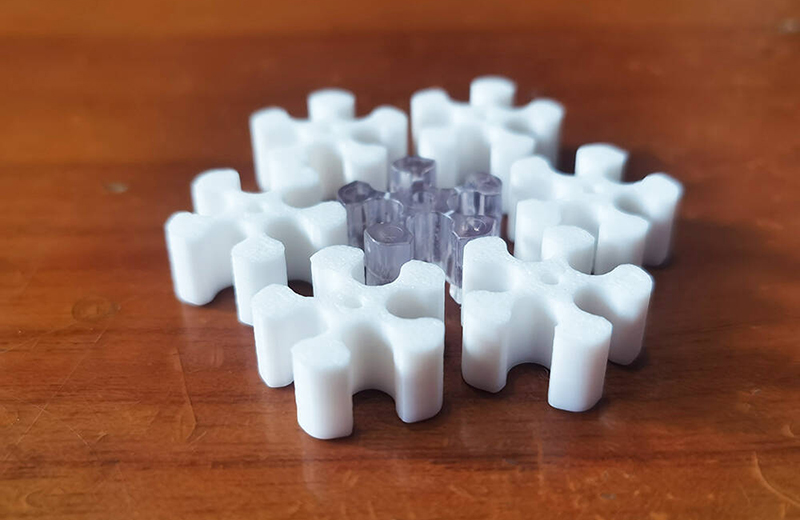
制作一个3D打印的卡线器(也称线缆固定座、线夹)手板模型是一个非常经典且实用的项目。与电池架不同,卡线器的核心在于弹性结构和夹持力的设计。
一、 设计阶段:核心考量
卡线器的主要功能是固定和整理单根或多根线缆,防止其移动、脱落或杂乱。
关键设计参数:
线径范围:明确需要夹持的线缆直径(例如:Ø3mm, Ø5-8mm)。设计时应有一个合理的适配范围。
夹持力:力太小会松脱,太大则不便安装或可能压坏线缆。这主要依靠卡线臂的弹性和卡扣结构实现。
安装方式:
背胶式:背面设计平面,用于粘贴双面胶。是最常见的手板验证方式。
螺丝固定式:设计通孔或沉孔。
卡扣式:设计燕尾槽、钩状结构,用于卡入设备面板或导轨。
进/出线方向:是90度垂直进线、平行进线,还是可调节角度?
开合方式:
一体式活扣:最常见的3D打印设计。利用材料本身的弹性(如设计薄壁铰链),实现卡线的开合。这是设计的重点和难点。
分体式:由底座和上盖组成,通过卡扣或螺丝闭合。
结构设计要点(以一体制活扣卡线器为例):
弹性臂/活扣设计:
铰链区域:这是实现弹性的关键。通常将此处壁厚设计为 0.8mm – 1.5mm(根据材料韧性调整),并做大圆角过渡,避免应力集中而断裂。
卡扣结构:
钩状卡头:在弹性臂末端设计一个向内的钩子。
卡槽/唇边:在底座对应位置设计一个凸起的唇边,供钩子扣住。唇边需要设计导入斜面,方便闭合时钩子滑入;同时需要垂直面,确保扣紧后不轻易脱开。
开启拨杆:在弹性臂外侧设计一个凸起或凹槽,方便手指施力打开。
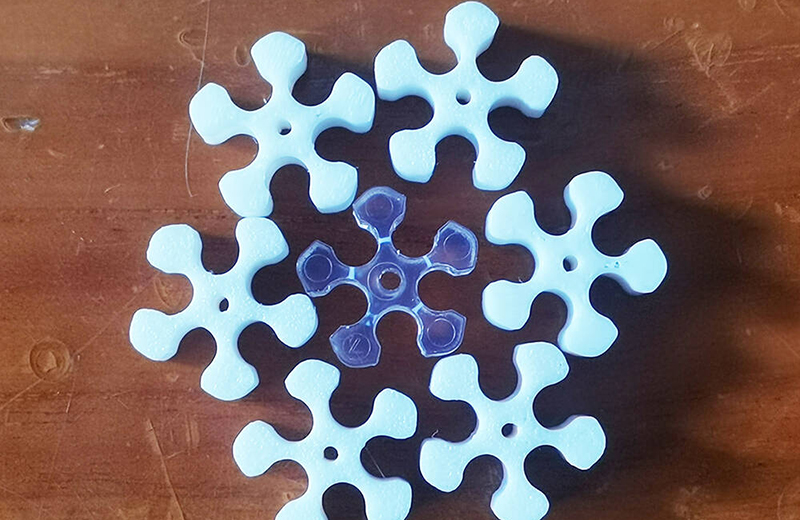
线缆通道:
形状:通常为半圆形或U形。直径可比目标线径小0.2-0.5mm,依靠弹性夹紧。
表面光洁度:内壁应尽可能光滑,防止磨损线缆外皮。可以在设计时添加凹槽来嵌入软质材料(如硅胶垫),但这会增加手板复杂度。
加强筋:在底座背面或弹性臂根部非活动区域添加加强筋,防止整体变形。
防呆设计:如果卡线器有特定方向(如进线口),应在外部设计明显标识。
二、 3D打印阶段:材料与工艺选择
材料选择比电池架更关键,因为直接关系到弹性寿命。
首选推荐材料:
TPU(热塑性聚氨酯):
优点:高弹性、高韧性、耐磨。是制作一体式活扣卡线器的理想材料,能模拟最终硅胶或橡胶制品的部分手感,且寿命极长。
缺点:打印难度较高(需要直接驱动挤出机、速度慢)、表面可能略显粗糙。
PETG:
优点:优秀的韧性、耐疲劳性和一定的弹性。在弹性和强度间取得完美平衡,非常适合需要多次开合的功能性手板。比TPU容易打印。
缺点:弹性不如TPU,长期反复弯曲的极限次数低于TPU。
PLA:
优点:打印精度高,容易成型。
警告:非常脆,缺乏韧性。用于制作一体式活扣时,极易在铰链处断裂,通常只适用于验证外形和尺寸的纯外观手板,或用于打印分体式卡线器的刚性部件。
打印设置关键参数:
层高:0.15-0.2mm 以获得更好表面和细节。
填充密度:20-30%即可。填充模式对强度影响大,建议使用“网格”或“立方体”。
壁厚/外壳层数:至少3-4层,特别是铰链区域,充足的壁厚是弹性的基础。
打印速度:打印TPU/PETG时务必降低速度(如30-50mm/s),特别是外壁速度,以保证层间粘合和打印质量。
支撑:
如果卡线器开口朝上,通常不需要支撑。
如果设计复杂,有悬空部分(如封闭的线缆环),则需要生成支撑。注意支撑界面可能影响活动部件的表面质量。
回退和缩回:打印TPU时,必须开启并优化缩回设置,以减少拉丝。
三、 后处理与功能测试
清洁与打磨:小心去除支撑。对于PLA/PETG,可以轻微打磨铰链区域的毛刺,但注意不要过度打磨导致壁厚变薄。TPU通常难以打磨。
功能测试(核心环节):
开合手感:反复开合卡扣10-20次,感受是否顺畅,有无异响或白痕(塑料屈服迹象)。
夹持力测试:夹持目标线缆,轻轻拉扯,测试是否牢固。
疲劳测试:进行数十次甚至上百次的开合,观察铰链处是否出现裂纹或永久变形。
安装测试:测试背胶的粘附力或螺丝孔的对位情况。
迭代优化:根据测试结果调整:
太紧/打不开:增大线槽直径,或减少卡扣的过盈量。
太松:减小线槽直径,或增加卡扣的过盈量。
容易断裂:增加铰链处圆角半径、增加壁厚、或更换为更韧性的材料(PETG/TPU)。
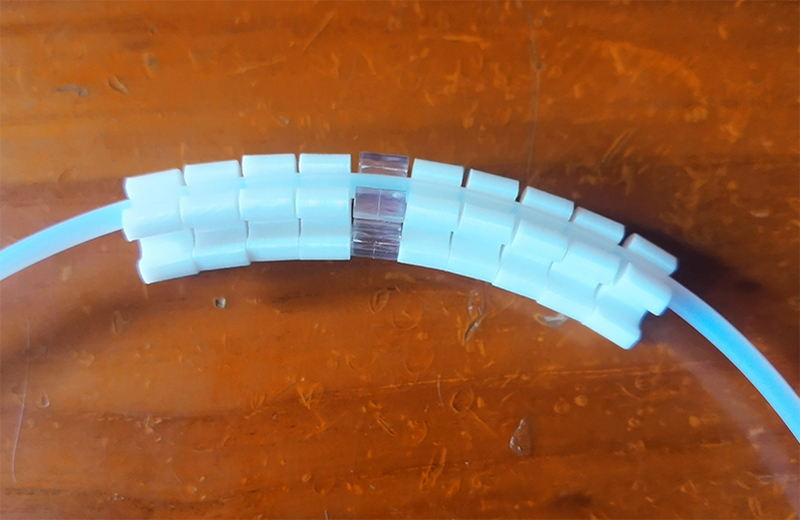
四、 设计案例:一个简单的TPU背胶卡线器
主体:一个扁平的底座,背面为平面。
弹性臂:从底座一侧伸出的U形臂,根部厚度1.2mm,带有大圆角。
卡扣:臂的末端内侧有一个小钩子(约0.5mm凸起)。
唇边:底座上与钩子对应位置,有一个带45度导角的唇边。
线槽:底座上的半圆槽,直径设计为比目标线径小0.3mm。
打印:使用TPU材料,慢速打印。打印完成后,可以直接作为功能原型甚至最终部件使用,弹性极佳。
总结与建议
从简单开始:先设计一个固定单一管径的简单模型,验证你的弹性结构和打印参数。
利用开源资源:在 Thingiverse 或 Printables 上搜索 “cable holder”, “cable clip”, “wire clamp”,有无数优秀设计可供学习、修改和打印测试。
材料决定成败:对于功能性卡线器手板,强烈建议使用PETG或TPU。PLA只能用于最初步的形状验证。
通过这个流程,你可以制作出从外观到功能都高度可用的卡线器手板模型,并能直接用于后续的小批量生产或设计定型。

