
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
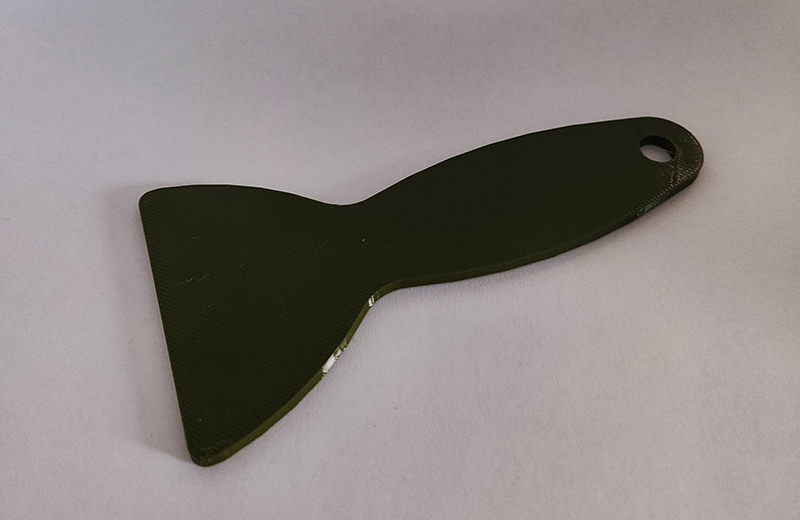
产品尺寸: 18cm*6cm*1cm
后处理: 喷油
案例介绍
3D打印树脂桶刮刀手板模型是通过3D打印技术制作的,用于模拟树脂桶刮刀实际产品的外观、结构和部分功能的原型物件。以下是关于它的详细介绍:
设计要点
刀刃参数:工业用刮刀刃口厚度通常≤0.3mm,需保证锋利度;玩具用刮刀为了安全,刃口厚度≥1mm。刀刃弧度根据用途设计,如曲面刮漆刀弧度 R=50-100mm,平面刮刀刃口直线度≤0.1mm。
手柄人机工程:握持区直径一般为 30-40mm,以适应成人手型,表面可添加波浪纹、凸点等防滑纹理。手柄与刀刃夹角在 120°-150° 之间,可减少手腕疲劳,尾部还可设计直径 5mm 的挂孔。
结构优化:刀刃与手柄连接处添加厚度 2mm 的三角加强筋,防止使用中断裂。可采用空心手柄设计,内部掏空,壁厚 2mm,减轻重量的同时预留配重空间。
打印工艺与材料选型
SLA 光固化:推荐使用刚性树脂,精度可达 ±0.05mm,适合制作高精度展示模型以及对刀刃锋利度要求高的刮刀,刀刃可直接成型 0.2mm 厚度。
FDM 熔融沉积:可选用 ABS 等材料,精度为 ±0.1mm,适合功能验证、低成本原型制作,但刀刃处理难度高,需二次修刃。
SLS 激光烧结:常用尼龙 12 材料,精度 ±0.1mm,适合制作耐磨损的刮刀,如沙盘模型刮平工具,刃口需抛光处理。
切片参数与打印执行
打印方向:以 SLA 打印为例,刀刃平行于打印平台,可减少支撑,提高刃口表面质量;手柄垂直平台,节省支撑材料,便于后期去支撑。
支撑策略:刀刃悬空部位添加点状支撑,支撑直径≤0.8mm,避免压钝刃口;手柄镂空处内部添加网状支撑,接触面积≤1mm²,便于取出。

后处理工艺
刀刃精细加工:SLA 打印件酒精清洗后,用 1000 目砂纸轻抛刃口,去除支撑残留。
手柄表面处理:可通过喷砂处理增加手柄粗糙度,提升握持感,或在手柄表面二次注塑 TPU 软胶,形成 1.5mm 厚度的防滑层。
色彩定制:工业刮刀可喷涂灰色耐刮漆,刀刃部位电镀硬铬;玩具刮刀可分色喷涂,表面罩光油防刮。
功能测试
强度测试:在刃口中部施加 5N 力,变形量≤0.1mm 为合格;两端支撑手柄,中间加 10N 砝码,弯曲度≤2°。
刮削性能:工业刮刀在标准油漆板上刮涂,涂层厚度均匀性≤±5μm;玩具刮刀刮削橡皮泥,刃口无崩裂、无粘连。

