
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 35cm*10cm*35cm
后处理: 喷油
案例介绍
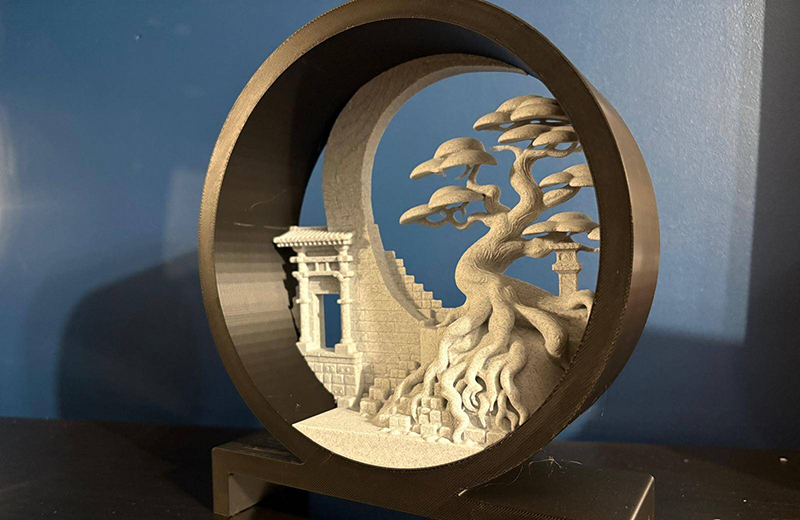
这是一个典型的双色 FDM 3D 打印作品,采用 “外框 + 内芯” 分体打印后组装的方式,全程分模型准备→切片设置→打印→后处理→组装五个阶段,以下是详细的实操步骤:
一、模型准备(精准还原日式美学)
模型来源与优化
可从模型平台下载类似的日式枯山水风格模型,也可用 Blender、SolidWorks 自行建模,重点刻画松树、石质台阶、月形拱门等元素。
为适配 3D 打印,需将模型拆分为黑色外框和灰白色内芯浮雕两部分,拆分处预留 0.1mm 的组装间隙,防止过紧。
检查模型壁厚:内芯浮雕壁厚≥1.8mm,外框壁厚≥2mm,同时对所有尖角做 R0.5mm 圆角处理,避免打印时断裂。
格式导出将拆分后的模型分别导出为3MF格式(稳定性优于 STL),以便后续切片使用。

二、切片参数设置(分色分层打印)
该作品为双色效果,需用双喷头打印机,或用单喷头打印机分两次打印后组装,以下是 FDM 打印机的核心参数:
1. 内芯浮雕(灰白色 PLA,细节优先)
层厚:0.15mm(平衡细节与打印速度)
填充率:15%~20%(网格填充,保证刚性的同时减轻重量)
支撑:仅在台阶底部、松树根部等悬空>45° 的位置添加树状支撑,支撑密度 15%,接触点 0.3mm(便于拆除且不留痕)
打印速度:外观面 30~40mm/s,填充区域 50mm/s,首层速度 20mm/s
温度:喷嘴 200~210℃,热床 60℃,首层关闭风扇,后续层风扇 100% 开启
2. 外框(黑色 PLA,结构优先)
层厚:0.2mm(保证结构强度,同时提升打印速度)
填充率:25%(网格填充,确保外框不易变形)
支撑:无需支撑(环形结构无大悬空)
打印速度:50~60mm/s,首层速度 20mm/s
温度:与内芯浮雕参数一致
三、打印过程(分色分件)
耗材准备
内芯选用哑光灰白色 PLA,模拟石材质感;外框选用哑光黑色 PLA,形成经典的黑白对比。
打印前将耗材干燥 4~6 小时,避免因潮湿导致打印出泡。
打印顺序
优先打印内芯浮雕,待其完成并冷却后,再打印外框,防止不同颜色耗材切换时污染模型。
打印内芯时,需密切观察支撑与细节处的成型情况,防止出现层纹偏移。
四、后处理(提升质感)
去支撑用尖嘴钳从根部剪掉内芯的树状支撑,残留的支撑点用美工刀轻轻修平,注意不要刮伤浮雕表面。
打磨细节用 240 目砂纸粗磨层纹,再用 800 目砂纸细磨,使内芯表面呈现细腻的石材质感;外框仅需轻微打磨边缘毛刺即可。
清洁除尘用吹风筒吹净模型表面的粉尘,保证组装时贴合紧密。

五、组装与收尾
组装将内芯浮雕轻轻嵌入外框的预留槽位中,若间隙过大,可在接触点处点少量瞬干胶(502)加固,胶量宜少,避免溢胶影响外观。
质感强化(可选)若想进一步模拟石材效果,可在灰白色内芯表面喷涂一层哑光清漆,或用细海绵蘸取少量灰色颜料做轻微做旧处理,让整体风格更贴合日式侘寂美学。

