
 全景工厂
全景工厂

行业案例
CASE


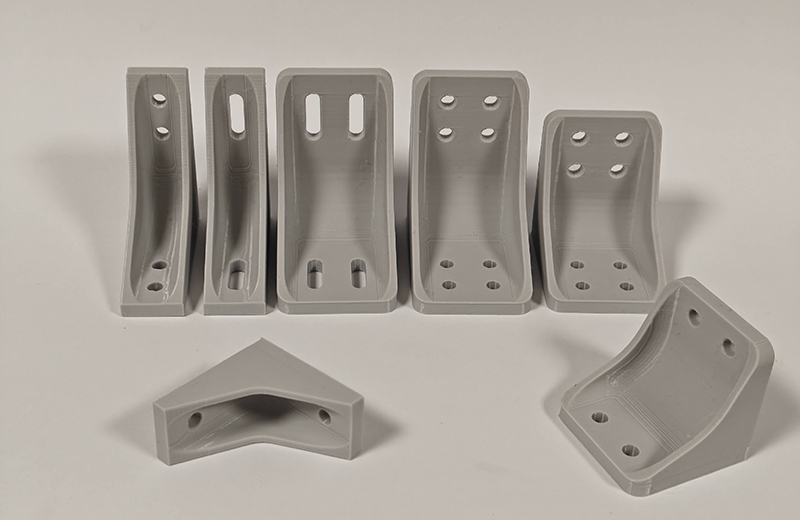
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 6cm*5cm*8cm
后处理: 喷油
案例介绍
制作3D打印角支架的手板模型,核心在于通过一个实体样件来验证它的结构强度、装配精度以及外观设计。整个过程可以系统地分解为六个主要步骤,每一步都需要细致考量。
第一步:前期分析与设计准备
在着手建模前,需要先明确角支架的核心用途,是用于承重、定位还是单纯的装饰。分析其受力方向(是承受压力、拉力还是扭矩)以及安装环境(室内、户外或存在震动的场景)至关重要。例如,如果用于固定设备,就需要在底部设计防滑纹路;若是展示模型,则更侧重于表面的光洁度。同时,要用卡尺精确测量安装位置的尺寸,包括墙角的实际角度偏差和接触面的平整度,并记录下电线孔位、螺纹接口等所有特殊要求的位置。
第二步:三维建模与优化
使用SolidWorks、Fusion 360等专业CAD软件进行建模。建模时有几个关键技巧:通常将安装基准面设为XY平面,并在Z轴方向预留约0.5mm的间隙,以补偿打印带来的微小误差。对于螺栓穿过的孔洞,建议做倒角处理(例如R角1.5mm)来分散应力;在接触面可以增加深0.3-0.5mm的V型防滑槽。最重要的是,在应力集中区域(如转折处)布置放射状的加强筋,其厚度最好不要超过主体壁厚的三分之二。建模完成后,需要用Meshmixer或Netfabb等软件检查并修复模型,确保最小壁厚不小于1.2mm,且没有破面或尖锐棱角,以免造成应力集中。
第三步:选择合适的材料与工艺
这一步直接决定了手板的功能和成本,需要根据支架的实际用途来权衡。
如果手板主要用于外观评审和基础的结构验证,对强度和耐温要求不高,那么PLA是成本最低、打印最方便的选择,但要注意它比较脆,不耐高温。
如果需要制作具备一定功能性的部件,比如需要承受轻型载荷、耐冲击,那么PETG或ABS会是更好的选择。PETG韧性好,ABS则综合性能均衡。打印ABS时需要良好的通风或使用有恒温腔的设备,防止翘曲。
对于有高强度或轻量化需求的工业级应用,比如重载场景,可以考虑碳纤维增强树脂或尼龙+碳纤维复合材料,这类材料强度高、重量轻,但对打印机有专业要求。如果追求极高的表面精度和复杂细节,光固化树脂打印是理想选择,但树脂件通常较脆,不适合高强度受力测试。SLS(选择性激光烧结)技术打印尼龙材料则兼具高精度和良好的机械性能,且无需支撑结构。
第四步:切片参数设置与打印
将优化好的模型导入切片软件。对于功能性角支架,层高可以设置在0.12mm到0.25mm之间。填充策略可以采用梯度填充,比如底部几层用100%实心以增强附着力,主体部分用网格填充以平衡强度和耗材,受力区域再局部加固。外壁的层数建议设为4-5层,以确保侧壁的密封性和承力能力。打印方向也很关键,应尽量将主要受力方向安排在打印平面内,避免力垂直于层纹方向,因为层间结合力相对较弱。同时,通过切片软件预览并为悬空结构添加合适的支撑。

第五步:后处理
打印完成后,首先需要去除支撑材料。可以使用铲刀等工具小心剥离,对于复杂的支撑,也可以考虑用溶解剂辅助。接着进行打磨,通常从800目的砂纸开始,逐步过渡到1500目甚至3000目进行湿磨,以消除层纹和支撑痕迹。如果需要更高的表面质量,可以喷涂补土填平微小缺陷后再打磨,最后进行喷漆上色。对于功能性的ABS支架,还可以进行烤箱退火处理(例如70℃恒温2小时),以消除打印产生的内应力。对于需要装配螺纹的位置,可以预先压入铜螺母,增加连接的耐用性。
第六步:质量验证与装配测试
手板的最终价值在于验证。需要用游标卡尺或三坐标测量仪核对关键尺寸是否与设计一致。然后将其与其他部件进行试装配,检查预留的间隙(如0.1-0.3mm单边间隙)是否合理,能否自由组装且不晃动。最后,进行实际的功能模拟,比如施加一定的载荷,观察支架是否有变形或损坏,从而发现设计缺陷,为下一轮迭代提供依据。

