
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
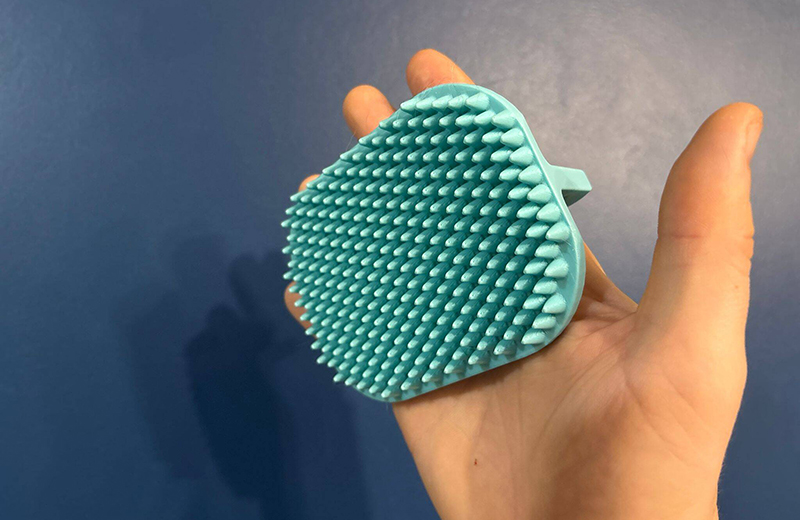
产品尺寸: 10cm*6cm*5cm
后处理: 喷油
案例介绍
这是一款非常实用的设计,自带除毛功能,轻轻一推就能清理刷子上缠绕的毛发。制作过程分为选模型、切片打印、后期处理、组装使用四个步骤。
第一步:下载模型与准备材料
下载模型文件
在3D模型网站搜索“带脱毛系统的宠物刷”或“pet brush with shedding system”,通常能找到这款设计。下载的压缩包内一般包含四个STL文件:刷体主体、除毛推板、旋转手柄,可能还有一个固定件或装饰件。
选择打印材料
PLA:新手首选,打印简单、价格便宜。但刷毛相对偏硬,耐用性一般。
PETG(推荐):比PLA更柔韧、耐冲击,刷毛有一定弹性,不易折断,而且更耐用。打印难度稍高一点,需要热床温度和适当的粘附辅助(如涂固体胶或贴美纹纸)。
TPU:柔性材料,打印的刷毛非常柔软,但难度较高(需慢速、烘干耗材),且除毛机构的卡扣可能因为太软而失效。不建议新手尝试。
第二步:切片软件中的打印设置
下载好STL文件后,导入你常用的切片软件(如Bambu Studio、OrcaSlicer、Cura等)。请按照以下参数进行设置,注意不同耗材品牌可能需要微调。
层高:推荐使用 0.2 mm。这个值既能保证较好的表面质量,又不会太慢。如果追求极致顺滑,可以尝试0.1mm,但打印时间会增加一倍。
填充密度:设置为 15%。这个密度足够保证刷子的结构强度,同时节省材料和打印时间。如果希望刷体更结实,可以提高到20%,但不是必须。
壁厚(周长数):设置为 4 层墙。增加外壳厚度能让刷毛和整体结构更坚固耐用。
支撑:完全不需要开启支撑。这是这款模型的优点之一,所有悬空结构都已经设计成无需支撑即可打印。开启支撑反而会浪费材料和增加后期清理麻烦。
热床温度与喷嘴温度(以PLA和PETG为例):
PLA:喷嘴约200-220℃,热床约50-60℃。无需特殊粘附剂。
PETG:喷嘴约230-250℃,热床约70-80℃。热床上必须涂固体胶或贴美纹纸,否则PETG容易翘边或粘得太牢导致取不下来。
打印速度:使用切片软件的默认速度即可。如果使用PETG,建议将第一层速度降低到20-30mm/s,以确保粘附牢固。
开始打印前的小建议:先打印一个小尺寸的测试方块(20x20x20mm),确认温度、粘附和挤出效果正常,再正式打印所有零件。这样可以避免浪费大量材料。
第三步:打印完成后的后期处理
小心取件
等待热床冷却后,用铲刀轻轻将打印件从热床上取下。不要用蛮力,尤其是PETG打印件,粘附力强,强行撬可能损坏零件。
仔细打磨——这一步关乎宠物安全
戴上手套,准备400目和800目的细砂纸。
检查所有刷毛的尖端:如果有拉丝或小疙瘩,轻轻打磨圆润。
检查刷体所有边缘和角落:用手触摸,但凡感觉有点刮手的地方,都用砂纸打磨光滑。
尤其注意除毛推板的滑动轨道、旋转手柄的卡扣部位:保证没有锋利的毛刺,否则会划伤宠物的皮肤,也可能导致除毛机构卡涩。
打磨完成后,用湿布擦去粉尘,然后彻底晾干。
组装(无需任何胶水)
这款模型采用卡扣设计,组装非常简单:
先将除毛推板对准刷体背面的滑槽,轻轻推入,确保它能顺畅滑动。
然后将旋转手柄对准刷体背面的圆形卡扣位置,用力按压,听到“咔哒”一声,表示卡扣到位。
试着转动手柄,观察除毛推板是否能随着手柄的旋转而向前推动。如果推不动,说明滑槽内有残留支撑或毛刺,需要再次打磨清理。
第四步:安全使用与日常维护
首次使用前清洗:用温水和温和的肥皂彻底清洗刷子,然后自然晾干。这样可以去除打印残留的微小颗粒。
使用方法:顺着宠物的毛发生长方向轻柔梳理,不要用力按压。如果宠物表现出抗拒,可以先放在旁边让它们闻一闻、适应一下。
清理毛发:每次梳完毛后,旋转手柄,除毛推板会把刷毛上缠绕的毛发推出来,用手或镊子轻松取下即可。
整体清洁:每隔一段时间,可以将刷子浸泡在温水中,用旧牙刷清理刷毛根部的污垢,然后冲洗干净并晾干。
安全提醒:
请在成人监护下使用,防止宠物啃咬刷子。如果咬下小块碎片,可能造成窒息或肠道损伤。
定期检查刷毛是否有断裂或变锋利的地方,及时打磨或更换。
绝对不要使用ABS材料打印,因为ABS不环保且可能对宠物有毒。
这就是“带脱毛系统的宠物刷”的完整制作过程。整个过程无需胶水、无需支撑,很适合作为第一个宠物用品打印项目。

