
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 13cm*13cm*1cm
后处理: 喷油
案例介绍
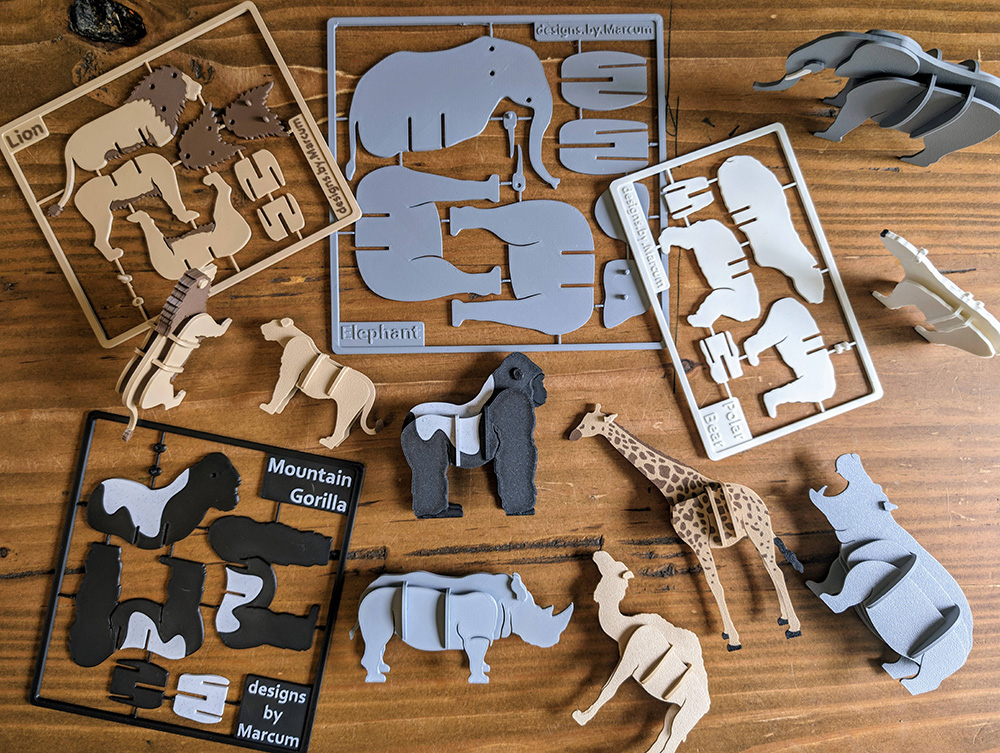
制作图中这种板材式(Drawer/Sheet)动物拼接卡片,核心在于模块化建模、卡扣互锁设计与高精度打印,完整流程涵盖设计建模、切片打印、后处理与组装测试四个阶段。
一、设计建模环节
这是最关键的步骤,需使用Blender、Fusion 360或SolidWorks等软件进行参数化建模。
轮廓提取与标准化首先将动物图片导入软件作为参考底图,沿边缘描出轮廓。所有部件必须基于统一的板材厚度建模(建议选用3mm或4mm标准板材),确保后续拼接严丝合缝。
互锁接口设计(核心技术)为实现免胶水拼接,需设计榫卯结构或卡槽接口:
插槽(通槽):宽度精确等于板材厚度(如3mm槽宽配3mm板),深度预留0.1mm余量防止过紧。
插舌:宽度略小于插槽(间隙0.1-0.2mm),保证插入顺畅。
布局:将每只动物拆解为身体、头、四肢、尾巴等独立部件,在部件末端设计插舌,在对应身体部件上挖通槽。
板材排版与标识
将所有部件建模在同一块虚拟板材(如150x150mm)上,采用抽屉式框架排版,预留支架作为支撑。
激光雕刻或浮雕打印动物名称(如Lion、Elephant)与品牌标识(如designsbyMarcum)。
导出文件导出STL文件,确保所有插槽与插舌的尺寸精度误差控制在±0.05mm以内。
二、切片与打印实施阶段
选用光固化(SLA/DLP)打印机效果最佳,其次是高精度FDM打印机。
材料选择
光固化树脂:推荐SLA刚性树脂或高韧性树脂。刚性树脂适合细节清晰的卡片,韧性树脂适合耐掰的儿童玩具。
FDM耗材:选用PLAPro或PETG,需确保喷嘴直径0.4mm及以上,层高0.1mm以还原细节。
切片参数设置
层高:0.1mm(最大化细节精度)。
填充:15-20%(板材类需轻量化,填充过高会导致翘边)。
支撑:全部拆除支撑。由于模型是平板状,建议采用底板支撑(只支撑边缘),打印完成后用刀片刮除底板支撑,保持卡片表面平整。
冷却:开启风扇冷却,保证细节不塌陷。
打印监控重点监控插槽边缘的成型情况,避免由于拉丝或翘曲导致插槽尺寸变小。

三、后处理与美化阶段
清洗与固化(光固化打印)用异丙醇(IPA)清洗2-3次,彻底冲洗插槽内部残留液体,然后进行UV固化(30-60秒),确保部件坚硬。
打磨与修整
用400-800目砂纸轻轻打磨所有插舌和插槽边缘,去除锯齿纹和支撑痕迹,保证插拔顺滑。
若有微小毛刺,使用指尖打磨器或指甲锉修平。
上色与涂装(可选高级玩法)
若未使用多色打印,可使用丙烯颜料或马克笔手绘。
技巧:先喷一层哑光白底漆,再喷涂对应颜色(如长颈鹿的黄褐斑纹、大象的灰色),最后喷哑光清漆保护漆面。

四、组装与功能测试
试拼测试按顺序进行拼接:先插四肢→再接身体→最后固定头部与尾巴。
过紧处理:若插不进去,用1200目细砂纸轻磨插舌两侧,切勿暴力硬掰导致断裂。
过松处理:若拼接后松动,可在插槽内壁涂一点点PVA胶水或滴入一滴502快速固化,或在插舌表面包裹极薄的透明胶带增加厚度。
结构优化确保动物站立稳固,若重心不稳导致倒伏,可在脚部增加防滑纹路或轻微加重。
最终得到一款无需胶水、拆装便捷、造型立体的动物拼接卡片手板模型,可作为儿童益智玩具或桌面创意摆件。
特别避坑指南
壁厚一致性:必须保证所有部件的壁厚一致(例如统一做3mm),否则插槽与插舌无法匹配。
应力释放:建模时,所有尖角转折处建议做R0.5mm的小圆角,防止打印时脆断。
打印方向:建议将卡片平贴打印平台(即板材平面朝下),避免立式打印导致板材弯曲变形。

