
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 15cm*1cm*1cm
后处理: 喷油
案例介绍
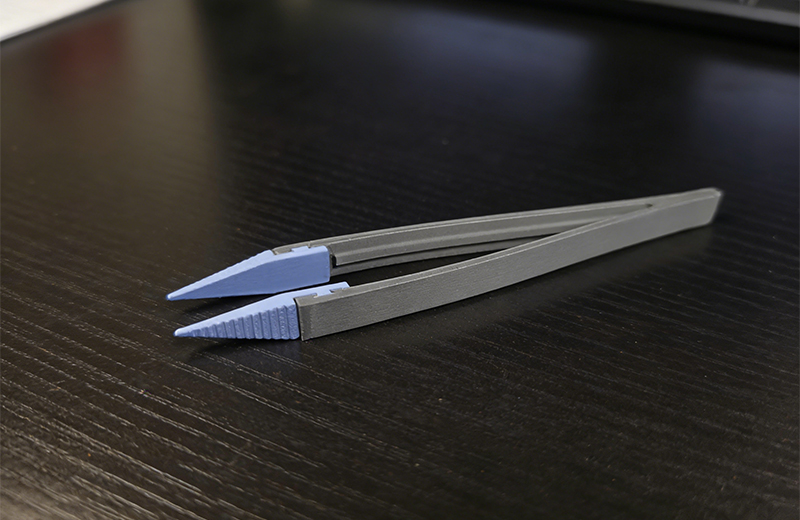
以下图这款分体式防滑镊子为原型,3D打印手板模型需覆盖设计建模、切片打印、后处理组装三个核心阶段,重点保障夹持精度、防滑结构耐用性与开合弹性。
一、设计建模环节
将参考图导入Blender、Fusion360等专业设计软件,精准还原镊子结构与细节:
主体结构拆分:拆解为镊子本体、防滑夹头两个核心部件。镊子本体采用一体式弹性臂设计,臂身壁厚2-3mm,保证开合弹性与结构强度;尾部设计一体式铰接结构,无需额外转轴,简化装配。
防滑夹头设计:夹头采用分体式卡扣结构,内侧设计密集爪纹/锯齿纹理,深度0.3-0.5mm,间距0.5-0.8mm,提升夹持摩擦力;夹头与镊子臂的连接槽预留0.1mm配合间隙,保证装配牢固不脱落。
细节与强度优化:夹头尖端做R0.1-0.2mm圆角,避免刮伤工件;臂身做流线型减重设计,减轻自重同时保证弹性;所有受力部位做圆角过渡,防止应力集中断裂;建模完成后导出镊子本体、夹头的STL文件。
二、切片与打印实施阶段
选用FDM打印机,材料优先推荐高韧性PLAPro或PETG,PETG弹性与抗疲劳性更佳,适合频繁开合的镊子结构;夹头可选用耐磨TPU,提升防滑寿命。
切片参数设置:
层高:0.15-0.2mm,保证夹头爪纹细节清晰、臂身顺滑;
填充密度:20-25%,臂身铰接部位提高至30%,增强抗疲劳性;
支撑:仅在夹头内侧、臂身悬空处添加少量树状支撑,避免残留影响夹持精度;
打印温度:喷嘴230℃(PETG/TPU)/205℃(PLAPro),热床60℃,开启风扇冷却,防止臂身翘曲变形。
打印监控:重点监控夹头卡扣与镊子臂槽的尺寸精度,确保装配顺畅;打印完成后小心去除支撑,清理夹头爪纹内的残留毛刺。

三、后处理与组装美化阶段
打磨处理:用400目→800目砂纸依次打磨镊子臂身、夹头表面与卡扣部位,消除层纹与毛刺,让开合更顺滑;夹头爪纹用细砂纸精修,保证纹理清晰不打滑。
美化与防护:可保留材料原色,或用丙烯颜料、哑光喷漆为镊子本体与夹头分色,提升辨识度;上色晾干后,在表面喷涂一层哑光清漆,防潮防污,提升耐用性。
组装测试:将防滑夹头卡扣嵌入镊子臂的安装槽,用胶水加固;测试开合弹性与夹持力,若夹力过紧可轻微打磨臂身根部,过松则在臂身内侧增加厚度调整;最终得到一款夹持稳定、防滑耐用的镊子手板模型,可用于电子维修、精密操作等场景。

四、优化升级建议
可在设计时增加可更换夹头结构,适配不同夹持需求(如尖嘴、扁嘴、防滑齿);
选用导电PLA/TPU耗材,制作防静电镊子,适配电子元件操作;
批量打印时,将多套镊子部件排版在同一平台提升效率,在臂身增加防滑纹理,提升握持手感。

