
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
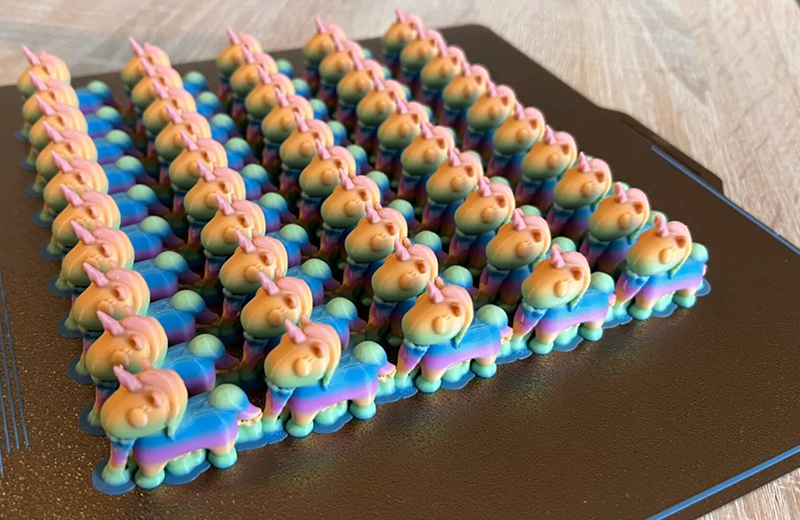
产品尺寸: 4cm*2cm*4cm
后处理: 喷油
案例介绍
制作图中这款渐变配色、Q版迷你独角兽手板模型,核心在于多色精准打印、细节纹理还原与批量排版效率。完整流程涵盖设计建模、切片打印、后处理美化与批量组装四个阶段。
一、设计建模环节
首先将独角兽外观作为参考底图导入Blender或Fusion360,进行高精度建模。
轮廓与比例:提取圆润的身体、独角、马尾与呆萌的面部特征。整体壁厚设置为2.5-3mm,确保模型坚固不易断。
面部细节:眼睛采用镂空设计或印黑色实体,睫毛与鼻孔做浮雕式细节,尺寸宜小不宜大,否则层高不够会糊成一团。
多色接口规划:
无缝渐变:直接在建模软件中通过布尔运算或分层堆叠,预留下不同颜色的交接面(如身体蓝紫过渡、蹄子青色)。
多部件组装:将身体、腿部、独角、尾巴拆分为独立STL,打印后组装,色彩控制更自由。
导出准备:将模型按15-20mm标准尺寸缩小,并导出各部件STL。
二、切片与打印实施阶段
这是决定模型颜值的关键步骤,推荐使用光固化(SLA/DLP)打印机,效果远优于FDM。
材料选择:
刚性树脂:适合细节清晰的模型,硬度高。
高细节树脂:推荐多色树脂或单色树脂搭配上色,渐变效果最自然。
切片参数设置:
层高:0.05mm-0.1mm。层高越低,层纹越不明显,独角兽这类萌系模型必须追求细腻。
支撑:采用Easy-Support或Raft+Base支撑。由于独角兽脚底平稳,建议只在背部、独角、尾巴尖端等悬空处加少量树状支撑,避免破坏身体圆润度。
打印方向:平躺打印(背部朝下)。这个方向受力最稳,不易掉件,且面部细节朝上更易固化。
批量排版:
利用软件的阵列功能,将几十个迷你模型铺满打印平台(如145x145mm平台可排几十个)。
开启螺旋打印(VaseMode),仅打印单一路径,效率提升数倍,表面更光滑但细节略弱,适合批量制作摆件。
三、后处理与美化阶段
清洗与固化:
打印完成后,放入异丙醇(IPA)中浸泡清洗2-3次,洗去支撑痕迹。
进行UV二次固化,时间30-60秒,确保树脂完全硬化。
打磨与修整:
用1200目-2000目湿砂纸轻轻打磨支撑痕处,消除表面台阶。
眼睛部位若有毛刺,用牙签修整干净。
上色与涂装(可选进阶玩法):
手绘补色:使用丙烯颜料,先画黑色眼睛,再点画粉色独角,最后用棉签蘸取稀释颜料晕染身体过渡色。
整体喷漆:先喷一层透明保护漆,再整体喷一层哑光漆,防尘防污,色彩质感瞬间提升。
四、批量组装与使用
组装:若模型是分体打印的,用UV胶或502胶水粘合头部与身体,尾巴最后粘贴。
展示:迷你独角兽适合作为盲盒手办、钥匙扣挂件(需打孔)或桌面微缩景观。
避坑与优化建议
关于颜色:多色打印虽然效果好,但耗时较长且易串色;建议单色打印(白色/灰色)+后期喷漆,成本更低且色彩更准。
应力问题:独角兽尾巴和独角很细,打印时悬伸较长,固化时容易收缩变形,建议在切片时增加底部raft(筏状支撑),彻底粘牢平台。
批量效率:第一次打印可以先排几个样板件,检查细节和尺寸无误后,再一次性铺满平台打印几十个,既快又稳。

