
 全景工厂
全景工厂



微信客服

在线客服
钣金压铆件知识介绍
发布时间:2026年04月23日
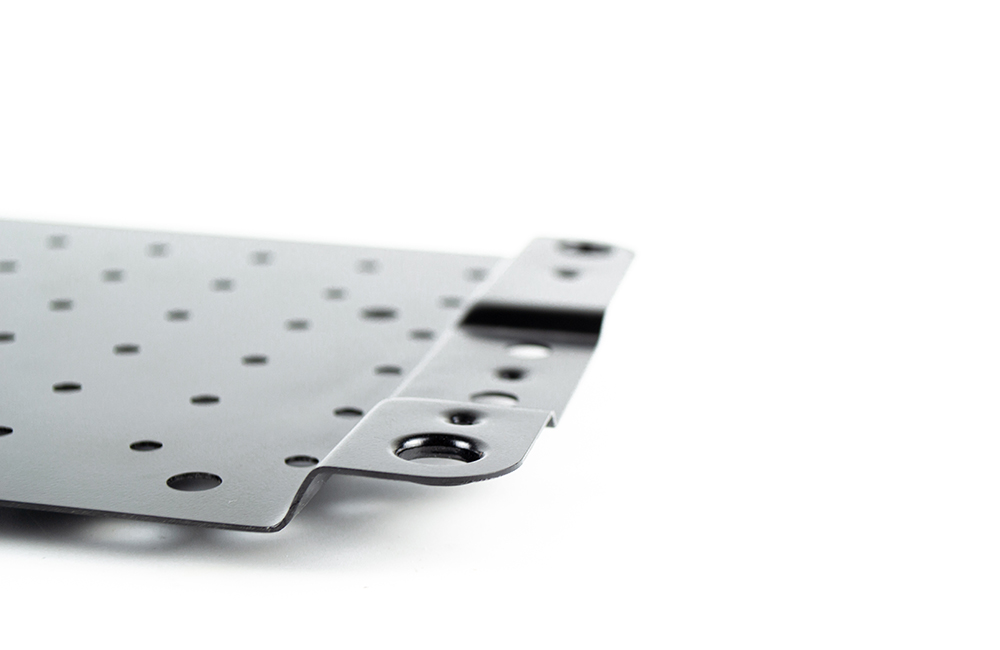
钣金压铆是一种常见的紧固工艺,通过施加压力,将专用紧固件(如螺母、螺钉、螺柱)永久性地固定在薄金属板上,为后续的装配提供连接点。它的核心原理是利用紧固件上的压花齿或退刀槽结构,在外力作用下挤入钣金的预置孔,使板材发生局部塑性变形并被“锁”在紧固件的导向槽内,从而实现牢固连接。
压铆件的型号繁多,各有其特定的用途。理解型号代码是准确选用和采购的关键。
压铆螺母:主要为薄板提供高强度的内螺纹。常见的系列有:
S型:碳钢压铆螺母,适用于多数钢材。
CLS型:不锈钢压铆螺母,用于不锈钢薄板。
SP型:不锈铁压铆螺母,专用于SUS304不锈钢薄板。
CLA型:铝制压铆螺母,适用于铝板。
压铆螺钉:用于在钣金上提供一个突出的公制螺纹柱,方便其他零件快速安装。常见系列有:
FH型:碳钢压铆螺钉。
FHS型:不锈钢压铆螺钉。
FHA型:铝制压铆螺钉。
此外,还有六角头压铆螺钉(如NFH/NFHS系列),可提供更高的抗扭强度。
压铆螺柱:通常用于在钣金件之间提供精确的间隔或作为支撑点。常见系列有:
SO型:通孔压铆螺柱,材质为碳钢。
SOS型:不锈钢通孔压铆螺柱。
BSO型:盲孔压铆螺柱,螺柱顶端封闭,可防止灰尘进入。
要在设计中正确使用压铆件,必须遵循一些关键的设计规范。
最小板厚限制:为确保足够的锁紧力,钣金厚度通常不应小于1mm,薄于1mm的板材可能导致压铆件容易脱落-。大多数压铆件适用的板厚范围为0.8mm至3.0mm。
底孔尺寸至关重要:底孔尺寸是压铆工艺最重要的参数。底孔过大会导致压铆件松动、脱落;底孔过小则会使压铆件无法装入,甚至损坏板材。
公差控制:底孔的孔径公差通常需严格控制在0~+0.08mm或0~+0.075mm。
数据参考:
压铆螺母:M3、M4、M5底孔常见尺寸为Φ4.25mm、Φ5.4mm、Φ6.4mm。
圆头压铆螺钉:底孔尺寸与螺纹规格相同,如M3底孔为Φ3.0mm。
六角头压铆螺钉:底孔尺寸会更大,如M3底孔为Φ4.8mm。
压铆螺柱:M3螺柱底孔通常为Φ4.2mm。
最小孔边距:压铆件中心到板材边缘的距离有最小要求,不足会导致板材边缘在压铆时发生变形(凸起),且孔位可能偏移0.1-0.5mm。具体数值需参考各压铆件供应商的规格书,如M3压铆螺母的最小孔边距为4.8mm。通用建议是,压铆件中心周围需预留至少5mm的空间。
折弯边距:压铆头外边缘到折弯边的距离不应小于3mm,否则折弯时会与压铆模具发生干涉。
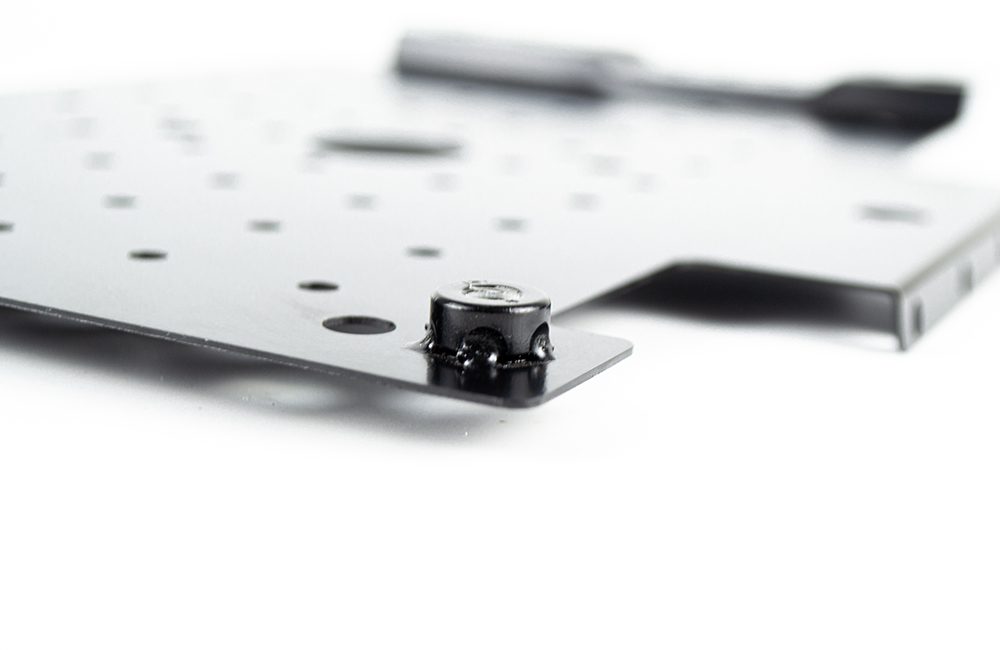
压铆工艺通常安排在钣金件的机加工之后、表面处理之前,这可以防止电镀或氧化溶液渗入压铆件缝隙造成腐蚀,从而保证连接的牢固性。安装时,必须使用专用的压铆设备,确保压头与压铆件垂直并均匀下压,严禁使用铁锤敲击。
压铆件松动或脱落:主要由板材厚度不足、底孔尺寸过大、压力不当或电镀腐蚀引起。解决方案是严格按规格选材、保证底孔精度、定期校验压铆机压力,并将压铆工序安排在电镀之前。
板材变形:通常由孔边距过小导致-。应严格遵循最小孔边距的设计要求。
压铆件歪斜:主要由压力不平衡或定位不准导致。需要检查模具和工装定位,确保下压过程垂直。
母材开裂:常见原因是板材硬度过高或压力过大。可选用专为硬质板设计的压铆件,并优化压铆工艺参数。

每个压铆件的型号代码都蕴含着丰富的信息。以“FHS-M3-6-ZC”这个型号为例:
FHS:表示不锈钢压铆螺钉。
M3:表示螺纹规格为M3。
6:表示螺钉的螺纹长度为6mm。
ZC:表示表面处理为镀彩锌。
掌握压铆工艺的核心在于理解其工作原理,并严格遵守供应商提供的技术规范,特别是在底孔尺寸和最小边距这两个关键参数上。
上一篇: 数控加工仿真是什么意思
下一篇: 数控加工好吗
微信客服
在线客服