
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 注塑 使用材料: 塑料
最小精度: 0.1mm 生产周期: 3~7天
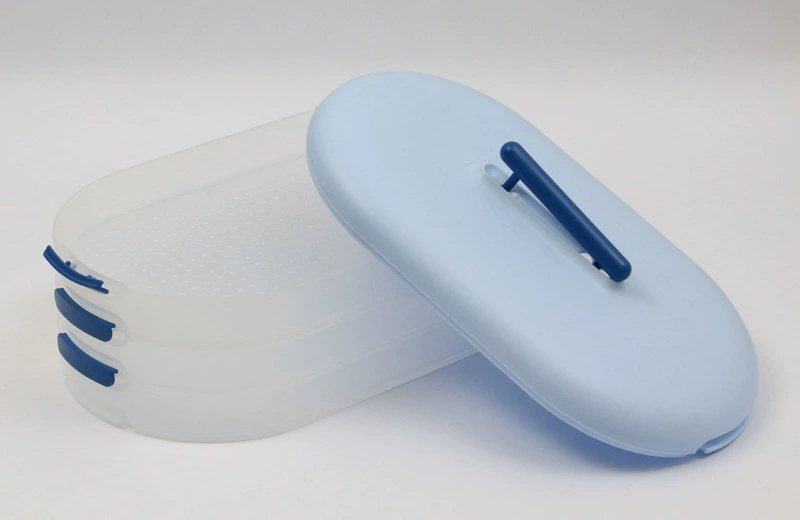
产品尺寸: 30c*15cm*12cm
后处理: 喷油
案例介绍
为厨房收纳盒制作手板模型,是将设计图纸转化为实物样品的关键一步。它不像大规模注塑那样追求极致效率,而是在较低成本和较短周期内,真实地呈现未来产品的形态、手感和功能。厨房收纳盒往往需要面对潮湿、油污、温度变化以及频繁的抽拉取用,因此对手板的材料耐热性、结构强度和表面易清洁性都有一定要求。
一、手板加工的三种核心路径
根据产品所处的研发阶段和需要的样品数量,有三种主要的工艺路线可以选择。
CNC加工:追求高精度与真实材料性能
当只需要极少量(通常在一到五十件)且对材料性能要求很高的样板时,CNC加工是首选。它直接从整块塑料板材上通过数控机床“雕刻”出零件,使用的材料(如ABS、聚丙烯)与最终注塑件完全相同,因此手板的机械强度、耐热性、手感都无限接近量产产品。CNC加工的精度可达到正负零点零五毫米,足以呈现盒盖的紧密扣合、抽屉滑轨的顺畅运动等关键配合。经过打磨、喷砂或喷漆后,外观效果也能满足最终设计评审的需求。这种方式的单价较高,一件中等尺寸的收纳盒手板费用通常在几百元到数千元,但没有模具投入,适合功能验证和外观定稿。
硅胶复模:小批量复制的经济捷径
当需要十套到一百套左右的样品用于展会展示、众筹或用户测试时,硅胶复模是最经济高效的方案。该工艺先用CNC或3D打印制作一个高精度的母样,然后以母样翻制出硅胶模具,之后在真空条件下向模具中浇注聚氨酯(PU)类材料,复制出多件一致的零件。硅胶模具的制作周期仅需三到七天,成本远低于钢制模具,一般一个中小型模具几百元即可。每复制一件的材料和人工费也不高,通常在几十元。这使得硅胶复模成为从小批量验证迈向大规模生产前最理想的过渡方案。
注塑手板:为量产做工艺预演
当项目准备投入大规模生产,但不想在昂贵的量产模具上冒险时,可以先制作一套简易注塑模具(又称测试模具),进行小批量注塑。这种简易模具通常采用铝材或预硬钢,成本约为五千到两万元,远低于正式钢模(几万到几十万元)。但其价值在于:能够用与量产完全相同的工艺参数(压力、温度、冷却时间)模拟生产过程,提前发现材料填充不均、缩水、变形、脱模困难等问题。在正式开模前修正这些隐患,可以避免后期数倍乃至数十倍的模具修改费用。
二、厨房收纳盒的常用材料选择
厨房环境对收纳盒的材料有特殊要求,主要包括食品安全性、耐热性、耐油污以及一定的韧性。
食品级聚丙烯(PP)是首选材料。它被广泛接受用于食品接触场景,耐热温度可达八十到一百摄氏度,能够承受洗碗机的高温冲洗。PP对酸、碱、清洁剂等化学物质具有良好耐受性,不易老化开裂。同时它拥有优异的抗弯曲疲劳性能,特别适合制作带铰链的盒盖——翻折上万次也不会断裂,因此有“百折胶”的称号。PP的缺点是刚性和表面光泽度相对一般,如果收纳盒需要高硬度或极佳的表面喷涂效果,则需要考虑其他材料。
ABS(丙烯腈-丁二烯-苯乙烯共聚物) 具有较高的硬度和表面光泽度,喷漆、电镀、丝印等后续装饰效果非常好,适合设计感较强、外观要求较高的收纳产品。但是普通ABS的耐热性和耐化学品性不如PP,如果需要用于接触热食或经常接触油性物质,应选择耐热级ABS或ABS/PBT合金。在食品接触安全方面,务必选用食品级ABS,避免使用回收料或非标材料。
亚克力(PMMA) 具有极高的透明度,透光率可达百分之九十二以上,且表面硬度高、耐刮擦。如果收纳盒用于展示化妆品、首饰或小物件,追求“水晶般”的通透感,亚克力是最佳选择。其缺点是脆性较大,在受到冲击或重压时容易开裂,因此不适合需要经常搬动或承受重物的场合。
聚碳酸酯(PC) 同样具有高透明度,且抗冲击能力远高于亚克力,甚至接近金属。它的耐热温度更高(热变形温度可达一百二十度以上),可以承受沸水消毒。但PC的价格较高,且在某些食品接触认证方面不如PP严格,需要核查相关法规。
无论选择哪种材料,用于厨房收纳盒的手板都必须确保没有异味、不会析出有害物质。在手板制作时,应向供应商明确要求使用食品级原料,特别是采用硅胶复模工艺时,要确认浇注用的PU材料是否符合食品接触安全标准。
三、结构设计中的经验要点
为了让手板能够顺利制作并真实反映量产可行性,设计时需要注意以下几个工艺细节。
保持均匀的壁厚是基础中的基础。收纳盒的底、侧壁、隔板等处如果厚度差异过大,注塑或复模时会产生不均匀的冷却收缩,导致成品翘曲、缩痕甚至内部应力开裂。理想的盒体壁厚通常在一点五到三毫米之间,根据尺寸和结构强度调整,但任何截面的厚度变化都应平缓过渡。
预留脱模斜度。无论是CNC加工还是注塑,都需要为模具或刀具的抽出提供一定锥度。垂直于开模方向的壁面应设置一到三度的拔模斜度,内表面和外表面都是如此。如果没有斜度,手板从模具中取出时会拉伤表面,或者根本无法取出。对于CNC直接加工的手板,虽然没有模具脱模问题,但为模拟量产,也可以在模型中预留斜度。

合理布置浇口和分型面。对于注塑手板,模具设计时要选择浇口位置,使得塑料熔体从厚壁区流向薄壁区,避免在盒体大平面上留下明显的浇口痕迹。分型面应选在零件外形的转折处或边缘,方便后续去除飞边。对于透明件的收纳盒,分型面和浇口的位置更需慎重,否则会影响成品的美观。
整合卡扣与定位结构。厨房收纳盒常常分为盒体、盒盖、隔板等多个零件,为了简化成品组装,可以在设计阶段就直接整合快速卡扣和定位销。卡扣应设计有足够的弹性变形空间,并预留回弹行程;定位销与销孔的配合建议采用一端圆形、一端长圆形的结构,以避免过约束造成的装配困难。
注意不同材料的装配差异。如果手板中既有塑料件又有金属件(如不锈钢把手),需要留意两者收缩率和热膨胀系数的差异。聚丙烯的收缩率一般在百分之一到百分之二点五,而ABS约为百分之零点四到百分之零点七。混合装配时,应在配合处预留足够间隙,或者采用软性过渡件来吸收变形。
四、几个常见的失效模式及对策
在手板制作和测试中,经常遇到一些问题,提前了解有助于快速修正。
填充不平衡与翘曲变形。这是盒体类产品常见问题,表现为盒底凹陷、侧壁内收或盒盖无法盖平。根本原因是壁厚设计不合理或浇口位置不当。解决方法是优化壁厚分布,尽量保持均匀;对于大平面,可以在背面设计加强筋或波纹结构来提高抗变形能力。在手板验证阶段发现翘曲,还可以通过调整注塑工艺参数(保压压力、冷却时间)来改善。
熔接痕(融合线)。当两股塑料熔体在模具中汇合时,如果温度下降过快,会形成一道明显的线条,不仅影响外观,也降低结构强度。在透明聚丙烯手板上,熔接痕可能非常刺眼。优化浇口位置,使熔体从一端向另一端填充,避免多股料流正面相遇,或者在汇合处增加排气槽,都可以明显减轻熔接痕。
困气与短射。模具型腔内的空气如果无法及时排出,会被压缩并阻碍塑料填充,导致产品局部缺料。常见的表现是盒体边缘出现烧焦痕迹或圆形的“缺肉”。在手板模具上,可以通过适当降低注射速度、在模具分型面上增加排气槽来解决。
脱模拉伤。产品表面的某个区域出现划痕或拉毛,通常是脱模斜度不足或模具表面光洁度不够造成的。对于注塑手板,可以在模具上施加脱模涂层;对于硅胶复模,则要检查母样的表面抛光质量,并在浇注前喷涂脱模剂。
五、从手板到量产的建议流程
一个较理想的开发路径是:首先用CNC加工或高精度3D打印出一到两件手板,用于内部设计评审和基础功能测试。确认外观和主要结构之后,对设计进行优化,然后采用硅胶复模制作二十到五十件,用于送样给客户、参加展会或者进行耐用性测试。如果市场反馈良好,此时再投资制作简易注塑模具,进行几百件的小批量注塑。这套模具可以边生产边调整,待产品完全定型和需求稳定后,再基于简易模具的经验修改设计,投入正式量产钢模。这种分阶段投入的策略,可以最大程度降低每个环节的风险和资金占用。
六、总结
注塑加工厨房收纳盒手板模型,是一项需要兼顾材料安全、结构工艺性、成本控制和功能验证的综合工作。掌握不同工艺的适用边界,根据样品数量灵活选用CNC、硅胶复模或简易注塑,能够有效掌控开发节奏和预算。对于设计者而言,理解薄壁均匀、脱模斜度、卡扣整合等基本原则,并在手板上预先验证,可以避免后续量产中付出高昂的修改代价。厨房收纳盒虽小,却承载了用户在日常使用中对安全、便利和整洁的期待,一份经过精心验证的手板,正是满足这些期待的可靠起点。

