
 全景工厂
全景工厂



微信客服

在线客服
4mm钣金的加工与设计要点
发布时间:2026年05月07日
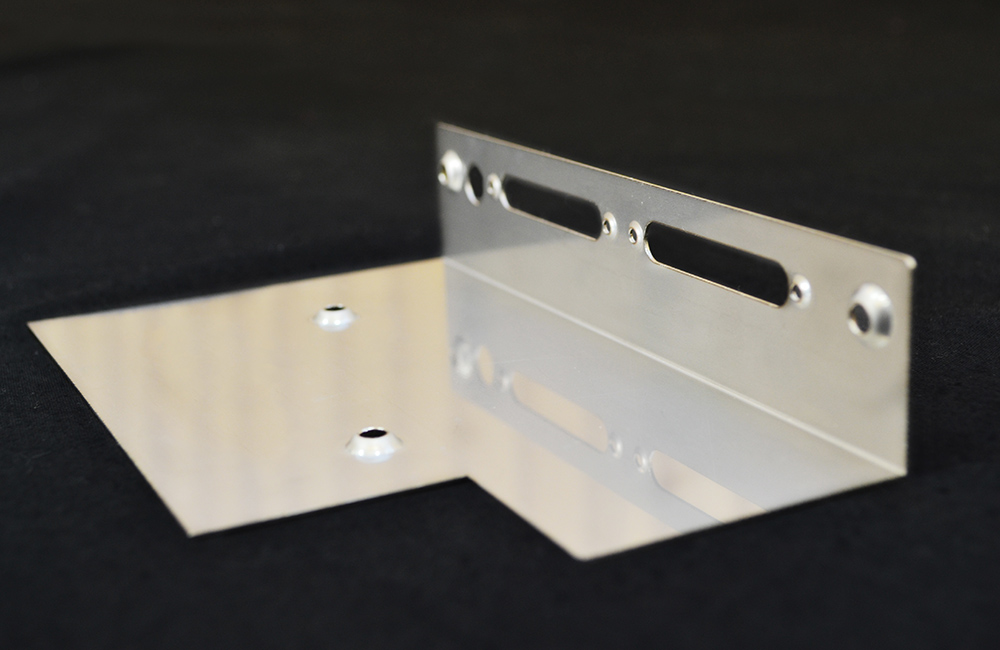
4mm属于“中厚板”范围,加工思路和2mm以下的普通钣金有明显区别。它的强度更高,但加工时也更需要注意变形控制和开裂等问题。
4mm钣金的典型加工流程为:激光切割 → 校平 → 折弯 → 焊接。
下料
首选光纤激光切割。目前主流设备可以切割20mm以内的碳钢和10mm以内的不锈钢。不推荐使用常见的转塔冲床,因为它的加工上限通常在3mm左右,4mm已经超出其经济加工范围。
校平
4mm厚的原材料内部存在残余应力,切割后必须进行校平处理,否则后续折弯时极易发生扭拧变形,导致零件报废。
折弯——重点难点
4mm板的折弯对设备和模具都有较高要求。
设备方面:建议使用吨位足够的数控折弯机,小机器或低精度设备很难保证折弯精度。
模具选择:下模的“V”形槽开口宽度应为板厚的6到8倍。对于4mm厚的板,建议选用24mm至32mm的下模。
关键参数(K因子):板厚达到4mm时,K因子不再是固定值,通用的0.23已经不再适用。建议通过实际试折来确定补偿值,以保证展开尺寸的准确性。
焊接——精度保证的关键
中厚板焊接是保证最终装配精度的核心挑战。
焊前准备:零部件拼接处必须紧密贴合,最佳间隙控制在0.2mm到0.3mm。如果设计或折弯精度不够,需要提前预留手工修磨的余量,或者设计反变形措施。
焊接方法:常见的有熔化极气体保护焊(MIG)、手工电弧焊和氩弧焊。对于4mm的不锈钢,如果间隙足够小,可以采用成本更低、变形更小的自熔焊(不使用焊丝)。
变形控制:结构上尽量将复杂的搭接焊改为平对接焊,便于控制;工艺上使用夹具固定,采用对称焊接的顺序来减少热变形。
最小折弯边
为保证折弯时板材不下滑,直边高度建议不小于15mm至20mm。如果零件上有位置精度要求较高的翻边孔,建议在成形后再配钻,而不是预开孔。
圆角与边距
在冲孔和折弯的角落位置,建议添加半径不小于2mm的圆角,用于分散应力,防止开裂。如果形状或孔位靠近折弯线,需要保持足够的距离(通常大于10mm),以免折弯时拉料变形。
孔的相关参数
4mm厚的板,冲圆孔的最小直径约为板厚本身,即4mm;冲方孔的最小边长约为板厚的1.3倍,即5.2mm。
压死边工艺
由于材料过硬,当板厚超过2mm后,压死边工艺已经非常困难。4mm的板建议直接考虑替代连接方案,如焊接或铆接。
间隙控制
零件展开后,相互配合的部位要尽量设计得便于贴合。设计、试制、编程与折弯各环节需要协同配合,避免因累计误差导致装配困难。
凸包与结构补强
4mm板的凸包成形极其困难,极易出现开裂。需要结构补强时,应优先改用加焊加强筋的方式,而不是设计凸包。
冷轧板 / 热轧板:成本最低,强度高,应用最广。优先选用SPCC或Q235。其中热轧板更厚,但表面带有氧化皮,尺寸精度稍差,常用于焊接结构件。
不锈钢板:强度高,加工硬化严重。4mm的不锈钢通常需要大功率激光切割和大吨位折弯机,且极易变形。拉丝处理是常用的表面处理方式。
铝合金板:轻量化的首选,如5052、6061等。加工性较好,在4mm厚度范围内可通过激光或冲裁方式加工。
普通结构件:如果暴露于室外或有防腐要求,推荐进行热浸镀锌、喷漆或粉末喷涂。
不锈钢件:可以直接保留金属本色,或进行拉丝、抛光等处理。
铝件:常用阳极氧化来提升表面硬度和耐腐蚀性。
折弯开裂:主要原因是折弯内角过小,导致应力集中。解决方案是增大折弯内角,建议至少为板厚的1.5倍以上。
焊接变形:焊缝收缩力不均匀导致零件扭曲。可以通过优化结构、先点焊固定、增加焊缝补偿或焊后校平来解决。
角度不准:通常由数控设备精度不足或折弯参数设置不当引起。应采用高精度设备并严格按照规范操作。
设备门槛较高:加工4mm钣金需要更大吨位的设备(激光切割机、折弯机等)。这决定了能胜任此类加工的厂家范围相对有限。
选择供应商时:可以直接询问对方是否具备加工4mm中厚板的经验,并要求查看类似厚度的产品样品或案例。
材料成本:4mm以上的板材(如Q235、SUS304)通常以热轧平板状态供应,其单价一般低于同材质的冷轧薄板。
试制与沟通:项目前期多与工厂的工艺人员沟通非常重要。提供清晰的2D工程图(标注公差、粗糙度),可以让成本更可控,减少后续返工。
处理4mm钣金,核心思路可以概括为:避免刚性对冲,善用工艺补偿。
设计阶段:通过增大圆角、优化配合间隙,为后续加工留出容错空间。
工艺阶段:将精度控制环节前移(比如在零件展开时就做好折弯补偿),并辅以工装夹具来保证变形在可控范围内。
上一篇: 数控车床加工孔注意事项
下一篇: 数控车削加工技术简介
微信客服
在线客服