
 全景工厂
全景工厂



微信客服

在线客服
数控机床精密加工简介
发布时间:2026年05月08日
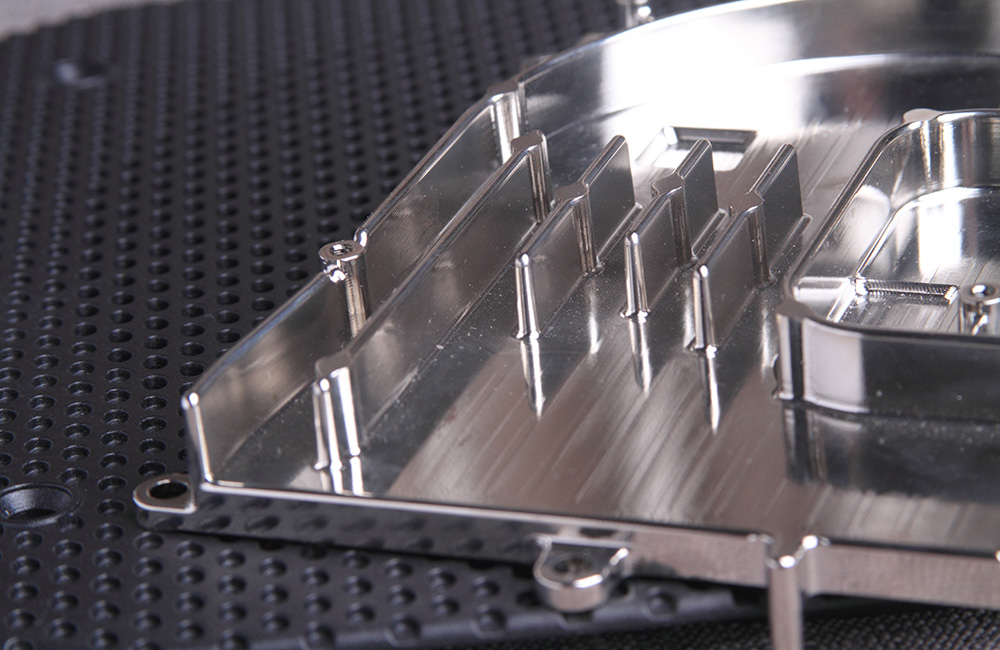
数控精密加工,可以理解为用计算机控制的机床(即数控机床),并配合辅助技术,以微米、甚至纳米级的精度来制造高精密零件的工艺方法。它是现代高端制造业的基石,通过计算机程序精准控制金属切削流程,能在需要极高精度的关键领域实现稳定一致的大批量生产。
衡量加工精度,主要看下面几个核心指标。
公差是最核心的指标。公差是指允许零件尺寸偏离设计值的最大范围,公差值越小,精度越高。普通数控加工的公差通常在±0.1毫米至±0.2毫米左右;精密级加工公差可达到±0.005毫米;航空航天和医疗器械等高端行业的公差甚至可以达到±0.002毫米至±0.003毫米的水平。
工程上更常用国际标准ISO 2768中的IT等级(International Tolerance Grade)来表示精度。IT等级从IT01开始,数字越小精度越高,加工难度也越大。其中IT6至IT7属于精密级,公差可达±0.006毫米至±0.01毫米;IT8至IT10属于标准级,适用于大多数常规零件;IT11至IT13属于一般级,对精度要求不高。精密加工的公差等级通常在IT5以上。
表面粗糙度指零件表面的微观不平度,常用Ra(轮廓算术平均偏差)来衡量。精加工后,金属零件的表面粗糙度Ra通常可达0.2至0.8微米。追求极致时,高精度磨削的表面粗糙度Ra能达到0.05微米以下,而“镜面车削”的Ra甚至可低至0.01至0.04微米。
要实现如此高的精度,需要多个技术要素协同配合。
高刚性机床本体与伺服系统:高精度离不开一个绝对稳定的平台。机床的刚性结构、高精度丝杠、陶瓷轴承主轴等硬件,以及全闭环伺服控制系统,共同组成了实现高精度的物理基石。
先进的刀具与在线测量:现代精密加工使用CBN、PCD等超硬刀具材料,配合HSK等高精度刀柄系统。同时结合在线工件测头和刀具测头,可实现加工过程中实时测量与自动补偿,有效消除人工误差,为无人化加工提供了保障。
精细化的工艺策略:加工前会严格遵守粗加工、半精加工、精加工的工序,并预设小而均匀的精加工余量。同时,通过AI数控系统或数字孪生等技术,对切削参数进行动态优化,以保持最佳切削状态。
稳定的环境与热控制:温度对精度影响巨大。现代精密机床常采用独立的主轴冷却机来维持主轴温度恒定,并通过实时温度补偿技术,抵消主轴和丝杠因发热产生的热伸长,以减小热变形误差。
数控精密加工的设备家族庞大,各有专长。
加工中心:最通用,适合加工非回转体零件,如箱体、模具等。可分为立式、卧式和大型的龙门式。
五轴联动加工中心:能实现极高加工自由度,一次装夹即可完成复杂曲面(如航空叶轮、医疗植入物)的加工,效率大增。
数控车床:核心是工件旋转、刀具进给,专攻轴、盘、套等回转体。其中车削中心还拥有动力刀塔,可完成车、铣、钻等多种工序。
数控磨床:主要负责高精度精加工,尺寸精度可达±0.001毫米,表面粗糙度Ra不大于0.05微米,用于对轴、套、轴承等零件进行最终“美容”。
车铣复合中心:具备“一次装夹,全序完成”的能力,综合了车床和铣床功能,可同时或交替完成车削、铣削、钻孔等多种工序,显著提升效率。
特种加工机床:利用电、热、光、化学等能量进行加工,如电火花加工机床,无机械应力,适合加工模具、微小孔和极细槽。

不同加工级别所能达到的精度大致如下。普通加工的公差在10到100微米,常见应用包括汽车齿轮、手机中框等。精密加工的公差在0.3到3微米,常见于航空叶片、手术器械等。超精密加工的公差在0.03到0.3微米,纳米加工则小于0.03微米,主要用于磁盘/磁头、光刻机透镜、MEMS传感器等。
从材料角度看,铝合金和黄铜的超高精度加工可达±0.001毫米。不锈钢和钛合金的精密加工公差可达±0.002至±0.003毫米,适用于航空航天和医疗植入物。塑料材料如PEEK和POM,公差可达±0.01毫米,常用于医疗传感器外壳和工程塑料件。
数控精密加工的材料范围非常广泛。金属材料是最常见的,包括铝合金、不锈钢、钛合金等。工程塑料如Peek、PTFE、POM、PC等,因其轻量化、耐腐蚀等特性应用广泛。先进复合材料如碳纤维、陶瓷基复合材料等也在高端领域中使用。
这项技术服务于众多尖端和高品质要求的行业。
航空航天:用于发动机叶片、机身结构件等,要求高温强度、耐腐蚀且高一致性。
汽车工业:用于制造动力系统齿轮、精密阀体等,要求精度高、能适应大批量生产。
医疗器械:用于骨科螺钉、牙科植入物等,要求极高的表面光洁度(Ra小于0.2微米)和无菌包装。
消费电子:用于手机中框、内部精密结构件等,要求外观精美、装配精度高(±0.01毫米)。
模具制造:用于制造高精度模具基础部件,要求高刚性、高硬度且精度稳定。
数控精密加工的优势显著,但也伴随着挑战。
优势方面,精度与一致性强,质量稳定可靠,适合量产。生产效率高,自动化加工避免工序流转,效率是普通机床的3到5倍。减少人力成本,降低对操作者个人技能的依赖,提升安全性。柔性适应强,程序修改即可换产,灵活满足定制化与小批量生产。
挑战方面,初期投资大,设备、软件、维护等成本高昂。技术人才短缺,既懂加工又懂编程、数据管理的复合型人才稀缺。编程调试复杂,首件验证需要时间,不适用于极低价值的单件加工。对刀具与材料有要求,高性能刀具增加了耗材成本,部分特软材料可能不适用。
数控精密加工正朝着更智能、高效的方向发展,核心技术集中在复合化、智能化和超精密化三个维度。
复合化是指一次装夹集成车、铣、磨等多道工序。这带来的益处是工序减半、效率翻倍,实现“一次装夹,全序完成”。
智能化是指AI和数字孪生在数控系统中的深度应用。AI可以进行工艺优化与预测性维护,数字孪生可实现虚拟调试与问题预判。
超精密化与高性能化是指追求亚微米级精度,结合热控等技术保障稳定性。这能够满足半导体、人形机器人等前沿领域的极端精度需求。
数控精密加工是现代工业的幕后英雄。它并非单一技术,而是一个依托于机、电、软、材、测等多领域技术、并持续进化的系统工程。如果想对某个特定设备类型或者某个行业的应用案例有更深入的了解,可以随时告诉我。
微信客服
在线客服