
 全景工厂
全景工厂

行业案例
CASE


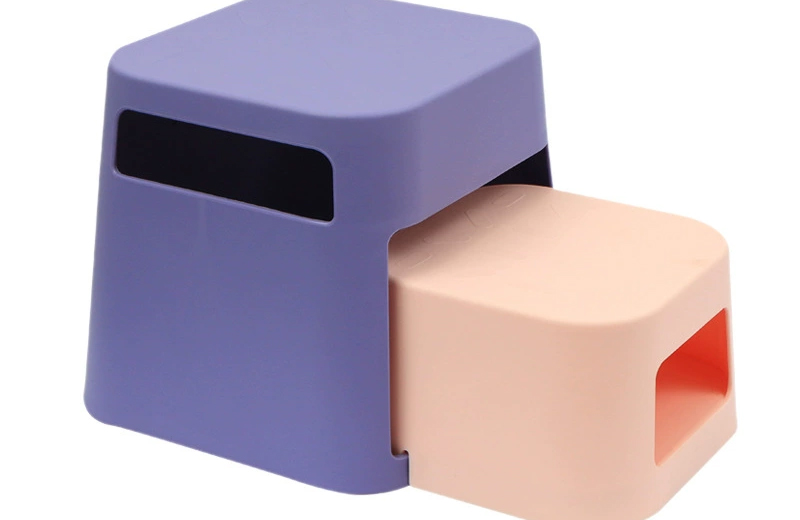
行业/分类:其他手板模型加工
加工方式: 注塑 使用材料: 塑料
最小精度: 0.1mm 生产周期: 3~7天
产品尺寸: 40cm*40cm*35cm
后处理: 喷油
案例介绍
注塑加工儿童椅手板模型,是指使用简易模具(通常为铝模或快速钢模)在注塑机上小批量生产塑料椅子样件的过程。整个过程分为以下几个阶段。
一、模具准备阶段
在正式注塑之前,需要先制作一套能够生产儿童椅手板的模具。
模具设计:根据儿童椅的3D图纸,设计模具的分型面、浇口位置、顶出机构、冷却水路等。由于是手板用途,模具通常设计为单型腔(一次生产一把椅子),结构简化,不设复杂的滑块或斜顶(如果椅子有倒扣结构,则需要增加相应机构)。
模具材料:手板模具常用铝合金(如7075)或预硬钢(如P20)。铝合金加工快、成本低,适合100-500件的小批量;P20钢耐磨性更好,适合500件以上。
模具加工:通过CNC铣削加工出型腔和型芯,再经过电火花(如果需要精细纹理)、抛光等工序,使模具表面达到所需光洁度。儿童椅手板对表面要求较高(尤其是接触面),模具型腔通常会抛光至镜面或做皮纹处理。
模具试配:将加工好的模具安装在注塑机上进行试模,检查分型面是否贴合、顶出是否顺畅、冷却是否均匀。试模时会调整注塑参数,直至获得合格的样品。
二、注塑生产阶段
模具合格后,进入正式注塑生产。注塑机将塑料颗粒加热熔化,高压注入模具型腔,冷却后开模取出成品。
1. 原料准备
根据儿童椅的功能需求选择合适的塑料。常用材料包括:
ABS:韧性好、表面易喷漆,适合椅身和扶手。
PP:柔软、耐疲劳、无毒,适合儿童椅的坐垫或活动部件。
PC:高强度、透明,可用于带透明装饰的椅背。
ABS+PC合金:兼具强度和韧性,适合承重结构。
原料颗粒需在注塑前进行干燥处理(例如ABS在80-100℃烘烤2-4小时),防止水分引起气泡或银纹。
2. 注塑机设定
锁模力:根据椅子投影面积和材料流动压力计算。例如一把300×300mm的儿童椅,所需锁模力约50-80吨。
料筒温度:根据材料设定。ABS约210-240℃,PP约200-230℃,PC约260-300℃。
模具温度:通过模温机控制。一般ABS用40-60℃,PP用30-50℃,PC用80-100℃。合适的模温能提高表面质量并减少内应力。
3. 注塑过程
合模:注塑机合模机构将模具闭合,并施加足够的锁模力。
注射:螺杆向前移动,将熔融塑料以设定的压力和速度注入模具型腔。注射压力通常为50-150MPa,注射速度根据椅子壁厚调整(薄壁需快速填充)。
保压:注射结束后,螺杆继续保持一定压力,向型腔内补充因冷却收缩而缺失的塑料。保压时间通常为2-10秒,压力为注射压力的50-80%。保压不足会导致缩痕,保压过高则产生内应力。
冷却:塑料在模具内冷却固化,冷却时间占整个周期的70%左右。儿童椅的壁厚约2-3mm,冷却时间约15-30秒。冷却水路的布局直接影响冷却均匀性和周期。
开模与顶出:冷却完成后,注塑机开模,顶出机构(顶针或顶板)将成型的儿童椅从模具中推出。
4. 取件与修整
操作人员或机械手取走成品,检查是否有缺料、缩痕、飞边等缺陷。
使用专用工具修剪浇口残留(点浇口或潜伏式浇口可自动分离,侧浇口需人工剪除),去除分型面上的微小飞边(批锋)。
三、后处理阶段
注塑出来的儿童椅手板如果需要进一步美化或功能改善,可进行以下后处理:
打磨与抛光:用细砂纸(400-1000目)打磨浇口痕迹、分型线,再使用抛光膏恢复表面光泽。
喷漆:根据设计要求喷涂色漆(常用PU漆或UV漆),增加色彩和手感。儿童椅通常需要无毒环保涂料。
丝印/移印:在椅背或座面印刷logo、图案。
组装:如果椅子由多个部件(座垫、靠背、扶手)组成,需将注塑出的各部件通过卡扣、螺丝或热熔方式组装成完整产品。
四、关键质量控制点
在注塑加工儿童椅手板时,需要重点关注以下方面:
外观缺陷:避免缩痕(壁厚不均导致)、流痕(注射速度不当)、气泡(原料未干燥)、飞边(锁模力不足或模具磨损)。
尺寸精度:儿童椅的装配尺寸(如卡扣间距、螺丝孔位置)需控制在±0.1mm以内,以保证后续组装。收缩率补偿要准确(ABS约0.5%,PP约1.5%,PC约0.2-0.3%)。
强度与安全性:承重部位(如椅腿、连接处)不得有内部气孔或熔接痕。可进行简单的负载测试验证。
五、典型时间与数量参考
模具制作周期:简易铝模约7-15天,复杂结构或需皮纹处理的延长至20天。
注塑生产周期:每把椅子的注塑周期约30-60秒(取决于壁厚和冷却时间),加上换模、调试时间,每天可生产500-1000件。
手板数量范围:注塑手板适合30-500件的小批量。少于30件经济性不如3D打印或CNC;超过500件可考虑正式量产模具。

