
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 3~9天
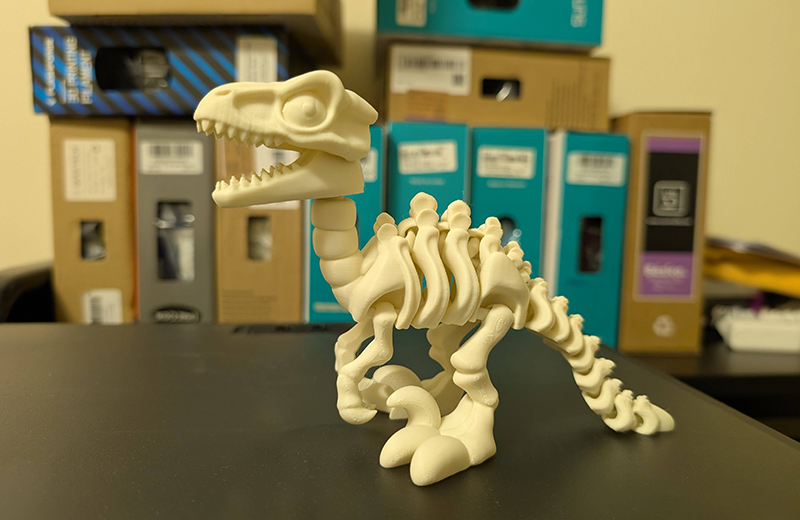
产品尺寸: 18cm*8cm*15cm
后处理: 喷油
案例介绍
这款一体化打印的可动霸王龙骨架手板,核心是关节结构的流畅度和细节还原,是典型的铰接式一体打印模型,适合做桌面摆件、解压玩具类手板验证。
一、前期模型与结构设计
关节结构优化:模型的颈部、脊柱、四肢、尾巴都设计了一体化铰接关节,打印完成后无需组装即可活动。建模时,关节间隙控制在 0.1-0.2mm,避免过紧卡死或过松晃动;关节接触面做圆角处理,保证活动顺滑;牙齿、肋骨等细节做加厚处理,防止打印断裂。
模型摆放与支撑优化:调整模型整体平躺摆放,让支撑点尽量落在脚底、腹部等隐蔽位置,减少后期打磨量;牙齿、眼部等细小部位可单独添加少量支撑,避免打印时坍塌。
二、3D 打印制作
材料与设备选择:优先选用高韧性PLA或PETG,PETG的韧性更好,关节反复活动不易断裂;PLA成本更低,适合快速手板验证。米白/奶白色耗材可直接还原骨骼质感,减少后期上色工作量。
参数设置
层高0.15-0.2mm,保证骨骼纹理与关节细节还原;填充密度20-30%,关节与受力部位可提升至40%增强强度。
打印速度适中,开启回抽,避免关节缝隙拉丝粘连;打印时全程开启冷却风扇,防止模型翘曲变形。

三、后处理与活动测试
部件处理:去除支撑后,用斜口钳剪去残留支撑点,再用细砂纸打磨层纹和关节缝隙,重点清理肋骨、牙齿等部位的毛刺,确保无尖锐边角。
关节活动优化:轻轻反复掰动颈部、四肢、尾巴的关节,让铰接结构自然磨合,消除轻微卡顿;若关节过紧,可用砂纸打磨接触面;若过松,可在关节缝隙涂抹少量胶水微调松紧度。
外观美化: 如需做旧效果,可在骨骼缝隙、牙齿处用丙烯颜料添加阴影,还原化石质感;最后喷哑光保护漆,防刮防掉色,同时提升整体质感。

四、小批量扩产
如需多件生产,可基于首版手板制作硅胶模具,用PU树脂复模,快速得到结构一致的成品,成本低于批量3D打印,适合几十件以内的小批量需求。
关键注意事项
关节间隙是核心,建模和打印时都要控制好公差,避免卡死或松动。
打印完成后必须充分清理关节缝隙的拉丝,否则会直接影响活动效果。
细小部位(如牙齿、肋骨)打印时需降低速度,避免细节缺失。

