
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 3~8天
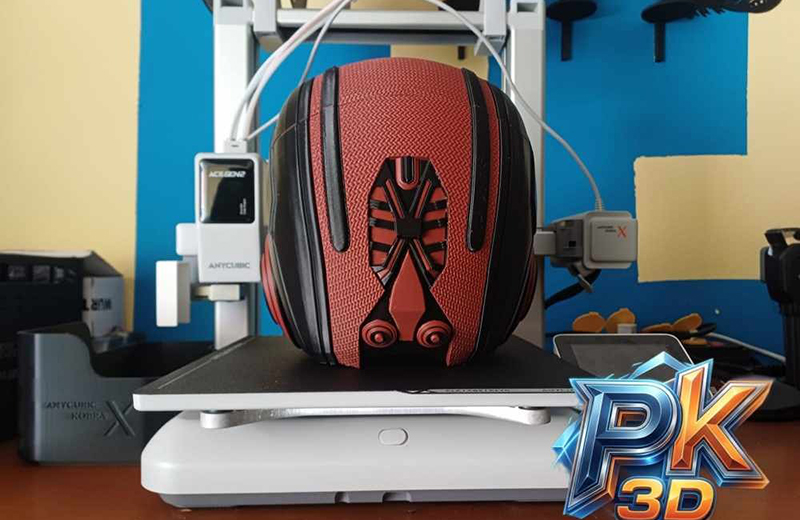
产品尺寸: 20cm*18cm*25cm
后处理: 喷油
案例介绍
一、模型拆分与结构优化
头盔整体拆分为左右面罩壳体、眼窗内衬、嘴部格栅多件分体打印,方便降低支撑难度、保证曲面细节还原。建模阶段做多重结构优化:外壳表面复刻编织凹凸纹理,全部棱角做分层阶梯刻线还原装甲分割感;眼窗预留透光卡槽,可嵌入网格透明内衬;头盔内壁加厚至3.5mm,保证佩戴结构强度,边缘预留海绵绑带安装槽;拼接对接面预留0.1mm装配间隙,定位卡扣一体成型,粘接后无明显错缝。所有镂空、薄筋部位根部加厚,防止打印层裂、磕碰断裂,内壁做减重镂空,减轻成品整体重量,长时间佩戴不易疲劳。
二、分色3D打印工艺
优先选用高韧性PETG耗材,兼顾抗冲击、不易脆裂的特性,适配cos道具反复穿戴需求;红色耗材打印主体编织面罩,黑色耗材打印装甲分割边框、嘴部格栅,白色耗材打印眼窗透光网格,分件打印省去大面积遮盖喷涂。打印层高0.12mm,精细还原表面编织纹理与装甲刻线;外壳填充35%保证刚性,眼窗、格栅薄件填充25%减重。头盔壳体倾斜45°摆放打印,仅顶部、下巴位置添加易剥离支撑,减少曲面打磨损伤纹理;切片开启高速回抽,避免细微纹路、镂空格栅内部拉丝堵塞,打印喷头降速30%,保障凹凸纹理完整成型,无缺料断层。
三、后处理、组装与外观涂装
支撑拆除与精细打磨:全部支撑剥离后,400目砂纸粗磨支撑点位与层纹,再用800~1200目细砂轻抛外壳曲面,重点保护编织纹理不被磨平,清理眼窗、格栅内部残留耗材,保证透光通透。
拼接装配:使用低白化模型胶将分体壳体、格栅、眼窗内衬粘接,卡扣对位贴合,静置固化4小时,填补拼接缝隙后局部打磨找平。
分层上色做旧:先喷灰色底漆提升颜料附着力,红色区域做哑光编织质感喷涂,黑色装甲边框做磨砂金属效果,眼窗网格喷半透白漆模拟透光镜片;最后整体喷哑光保护漆,耐磨防刮,户外漫展使用不易掉色。
佩戴测试:内壁粘贴缓冲海绵,加装弹力绑带,真人试戴,检查视野、贴合度与整体结构牢固度。

四、小批量硅胶复模扩产方案
批量30套以上采用硅胶复模工艺,涂装完成的成品头盔作为原型,分体开模制作AB硅胶模具,选用高韧性刚性PU树脂真空灌注,复模成品纹理、装甲分割线与3D打印首版完全一致,无需重复调试模型,单件生产成本更低,尺寸统一,适合漫展道具批量出货。
核心工艺要点
表面编织纹理是外观核心,打磨时不可过度抛光,避免纹路磨平丢失细节;
头盔属于穿戴道具,内壁壁厚必须达标,薄壳款佩戴受力易开裂;
分件拼接定位卡扣精度要高,防止组装后装甲分割线错位,影响整体视觉效果。

