
 全景工厂
全景工厂



微信客服

在线客服
怎么做钣金
发布时间:2026年06月12日
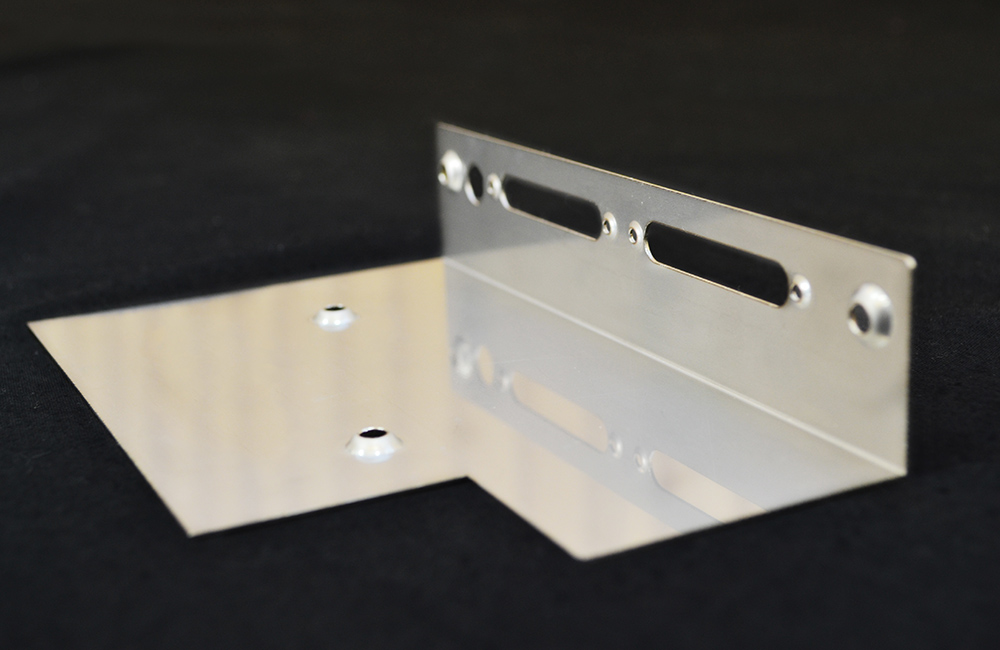
制作一个钣金零件,本质上就是把一张平整的金属板,通过切割、折弯、拼接等方式,变成一个立体的产品。下面是从零开始制作钣金件的完整步骤,不涉及高深理论,只讲实际操作流程。
你得先知道自己要做什么样的零件。可以是手绘草图,也可以是电脑上的 CAD 模型。需要确定三个基本信息:外形尺寸(长宽高)、材料(普通铁板、不锈钢、铝板?)、厚度(比如 1.0mm 或 1.5mm)。如果不会画 3D 图,至少提供三视图和关键尺寸。
这个步骤叫做 DFM(可制造性设计)。主要是检查设计是否容易加工。常见问题包括:
折弯内角是否太小(建议 R ≥ 板厚,否则容易裂)
孔是否离折弯线太近(太近会被拉变形)
有没有又小又深的槽(铣不出来)
板材厚度是否选用了常用规格(1.0、1.2、1.5、2.0mm 等)
如果有问题,需要修改设计。这一步做好,后面能省很多麻烦。
钣金件是先把平板切出来,再折弯。所以需要把立体模型“展开”成平面形状。展开长度需要根据板厚、折弯角度、模具 V 槽等参数进行补偿。常见经验:一道 90° 折弯,实际展开长度比两段直线尺寸之和减去约 1.7 倍板厚(例如 1.0mm 板,扣除 1.7mm)。精确计算可以用折弯系数表或软件自动展开。
拿到展开图后,就上设备切割。
激光切割:最常用,精度高、速度快、可以切任意形状。适合大多数中小批量。
数控冲床:适合大批量、孔型规整的零件。
剪板机:只切直线,用于准备矩形毛坯。
切割完成后,边缘可能会有毛刺,需要用锉刀或倒角机去除。
把切好的平板放到折弯机上,按照图纸折成所需角度。
要选合适的模具:V 槽宽度一般为板厚的 6~8 倍。
要设定折弯顺序:先折短的、里面的边,再折长的、外面的边,避免干涉。
要考虑回弹:金属折弯后会回弹一点,所以实际折弯角度要比目标角度大 2~5°。
如果是铝板,还要注意折弯线与材料纹理方向垂直,否则容易裂。
如果你的钣金件由多个零件组成,就需要把它们固定在一起。
焊接:常用的有点焊、氩弧焊、CO₂ 焊。焊接后要打磨焊缝。
铆接:用抽芯铆钉或压铆螺母,适合薄板且不想有热变形。
螺纹连接:用螺钉、螺栓,便于拆装。
焊接时要控制变形,可以采用分段跳焊、对称焊或夹具固定。
折弯、焊接完成后,零件表面需要处理,以提升外观和耐腐蚀性。
喷涂(喷粉):最常见,颜色丰富,耐磨,适合大多数室内外钣金件。
喷漆:光泽度高,颜色灵活,但涂层较软。
阳极氧化:仅用于铝板,可染各种颜色,表面硬度高。
拉丝/抛光:用于不锈钢或铝,形成装饰性纹理。
处理前必须除油、除锈(前处理),否则涂层会起泡脱落。
用卡尺、角度尺、高度尺等工具,检查关键尺寸是否在公差范围内。目视检查表面有无划伤、流挂、色差、焊渣等。如果发现尺寸偏差,要分析原因——是展开算错了,还是折弯回弹没补偿够?然后修正工艺。
清洁零件,去除毛刺和油污。对有外观要求的表面覆保护膜或用珍珠棉隔开,防止运输中划伤。装入纸箱或木箱,贴上标签,发货。
做一个钣金零件,核心就是这九步:设计 → 优化 → 展开 → 下料 → 折弯 → 连接 → 表面处理 → 检验 → 包装。
微信客服
在线客服