
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 钣金加工 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 3~8天
产品尺寸: 30cm*35cm*3cm
后处理: 打磨
案例介绍
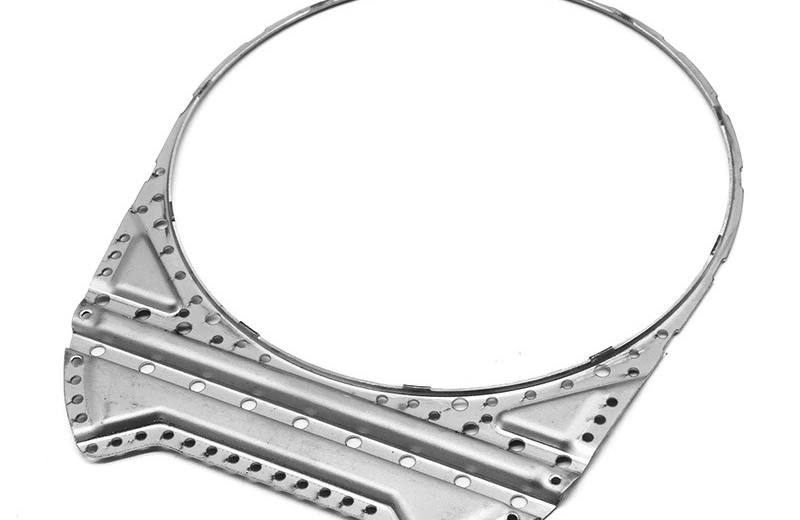
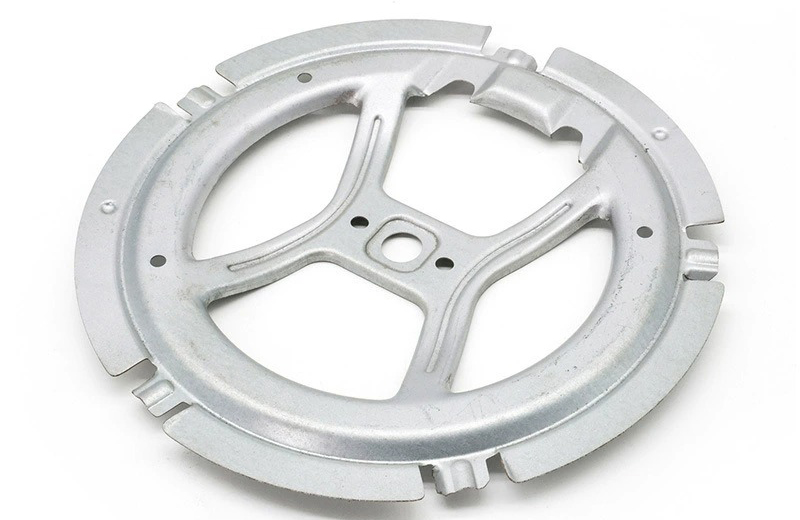
钣金加工是制作机箱架手板模型的主流方式,尤其适合研发阶段快速验证机箱机柜、设备外壳这类产品的结构、装配和功能。
核心工艺路线
一个钣金机箱架手板的制作流程大致如下:
设计与规划:使用CAD软件进行三维建模,并对模型进行可制造性分析(DFM),确保折弯、焊接等设计是合理的。这一步很关键,能提前发现干涉、折弯半径过小等问题。
材料选择:根据你的需求从常用材料中选取。冷轧板(SPCC/Q235)成本低但易生锈,适合内部结构件;不锈钢(SUS304)耐腐蚀、强度高,适合外观要求高或潮湿环境;铝合金(6061/5052)轻便、散热好,适合便携或高端设备。
下料(激光切割):将展开图导入激光切割机,对板材进行精准切割。这是手板阶段最常用的下料方式,精度可达±0.1mm,且切割速度快,无需模具。
折弯成型:用数控折弯机将切割好的平板折成所需的立体形状,如U型框架或侧板。数控折弯能保证较高的角度精度,但需要注意材料的回弹问题。
焊接与组装:将多个折弯件通过点焊、氩弧焊等方式连接起来。点焊速度快、变形小,适合手板阶段。焊接完成后需要进行打磨,去除焊疤和毛刺。
表面处理:根据设计需求,进行喷涂(喷粉/喷漆)、拉丝、阳极氧化等处理,提升外观和耐腐蚀性。
周期与成本参考
单件手板(1件):周期约3~7天,价格较高,包含了设计、编程和加工费用。
小批量(10~50件):周期约7~15天,单件加工费约为打7~8折,材料损耗也降低了。
关键注意事项
图纸:设计时,需为内角预留R0.5mm以上的圆角,并保证孔边距折弯线≥2倍板厚,防止折弯时孔变形。
焊接变形:对于外观要求高的机箱,可采用45°角拼接焊接,焊后焊缝落在棱角上,几乎看不到痕迹。焊接时采用点焊或跳焊,能有效减少热量输入带来的变形。
装配间隙:板厚不超过2mm时,与其他零件配合的间隙可取0.2mm左右。表面处理(如喷粉)还会增加约0.05~0.1mm的厚度,设计时需预留。
手板阶段制作机箱架,最大的优势就是无需开模,能用最快、成本最低的方式,拿到一个接近真实量产状态的实物来验证设计,避免问题流入昂贵的模具阶段。

