
 全景工厂
全景工厂

行业案例
CASE


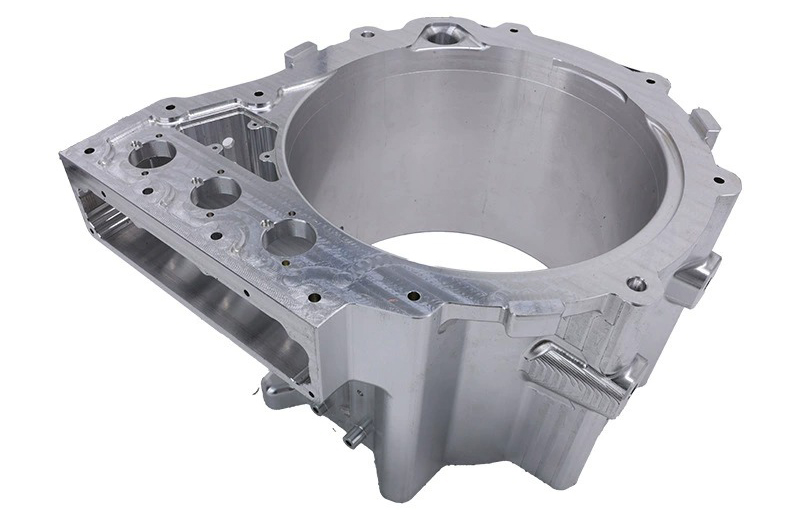
行业/分类:汽车手板模型加工
加工方式: cnc加工 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 3~8天
产品尺寸: 40cm*30cm*20cm
后处理: 打磨
案例介绍
CNC加工是制作铝合金汽车零件手板模型最主流、也最成熟的方式。它能在无需开模的情况下,快速得到一件精度高、性能接近真实零件的样品,用来做装配验证、功能测试,甚至小批量试制。
为什么铝合金是汽车手板的“常客”?
铝合金在汽车零件手板中应用广泛,主要是因为它满足了“轻量化”和“性能验证”的双重需求:
轻量化与强度:铝合金密度低,但强度接近优质钢,是实现汽车减重、降低能耗的理想材料。
加工性能好:铝合金塑性好,易于CNC加工成各种复杂的形状,而且本身导电、导热、耐腐蚀性都不错。
综合性能均衡:常用的6061铝合金,在力学性能、加工性能和轻量化方面达到了很好的平衡,非常适合制作电驱动壳体、悬挂连杆等结构件的手板。
工艺怎么做?从一块铝锭到精密零件
整个加工流程可以清晰地分为以下几个关键步骤:
设计与编程:根据3D图纸,使用CAM软件生成CNC机床能识别的代码,规划好刀具路径和切削参数。
选择毛坯:为了保证有足够的加工余量,通常会根据产品3D数模,精确确认铝锭或铝板原料的尺寸边界。
粗加工(开粗):在3轴CNC机床上,快速去除大部分多余材料,初步成型。对于复杂的壳体,这一步可能会用到专门的雕刻工艺。
中间处理(关键步骤):粗加工后,工件内部会积累应力,如果不处理,精加工时就会变形。因此,需要安排时效处理来释放应力,有时还会进行喷丸处理来提升表面硬度和耐磨性。
精加工:在5轴CNC等高精度机床上,完成最终的曲面、孔位和配合面的加工,严格控制尺寸和形位公差。
后处理与检测:对成品进行打磨、抛光等表面处理,最后用三坐标测量仪等设备检测,确保精度达标。

能做到什么水平?
根据行业内的实践,铝合金CNC手板能达到的关键指标大致如下:
加工精度:尺寸精度可以稳定控制在±0.05mm ~ ±0.1mm之间,能满足绝大部分装配验证需求。
表面粗糙度:通常可达Ra1.6左右,通过精细打磨抛光后,效果会更好。
生产周期:效率很高,简单的样件最快可当天完成,复杂的零件一般也只需2到7天。对于小批量订单,甚至能做到一周内交付。
适用于哪些场景?
这种工艺尤其适合小批量、多品种、定制化的需求:
新产品研发验证:比如变速箱壳体、电机端盖、悬挂连杆等复杂零件的功能测试和装配验证。
快速迭代:设计阶段需要频繁修改时,CNC手板能快速响应,周期远快于开模。
小批量试制:对于几十件以内的需求,CNC加工是成本效益很高的选择,避免了高昂的模具开发费用。
如果涉及薄壁结构(如壳体),可能需要增加额外的防变形措施;如果是仅用于外观展示的手板,对精度和性能的要求会相对宽松一些。

