
 全景工厂
全景工厂

行业案例
CASE

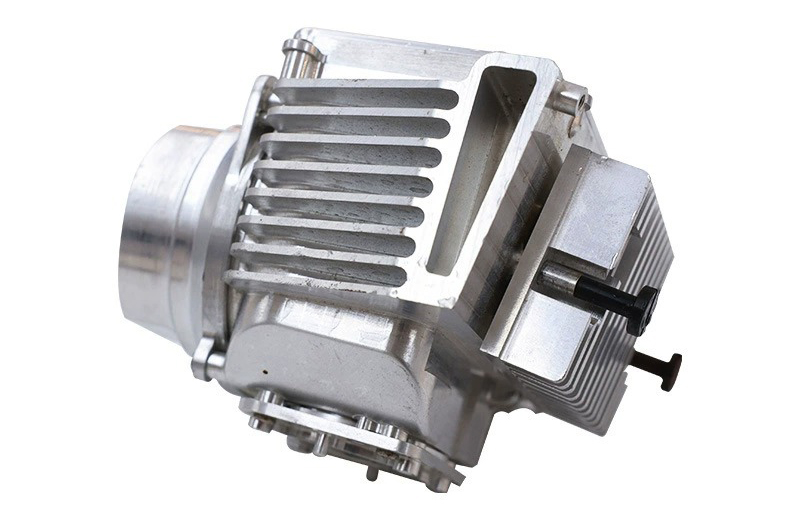
行业/分类:其他手板模型加工
加工方式: cnc加工 使用材料: 铝合金
最小精度: 0.05mm 生产周期: 2~8天
产品尺寸: 30cm*40cm*35cm
后处理: 打磨
案例介绍
CNC加工是目前制作非标异形结构件手板最主流也最可靠的方案。它的核心价值在于,不用开模具,就能用和最终产品一样的材料,快速得到一个精度极高的实物样品,特别适合小批量、定制化、结构复杂的需求。
为什么CNC是首选?
非标异形件之所以是公认的“硬骨头”,是因为它通常没有规则的轮廓、没有平整的基准面、没有对称的结构,传统工艺很难下手。CNC加工的价值主要体现为三点。
第一是精度高、公差可控。普通工艺能做到正负0.05毫米,高精度五轴设备甚至能挑战正负0.005毫米的公差,这对于需要精密配合的异形件至关重要。
第二是能处理复杂结构。异形件常有深腔、薄壁、多角度斜孔、多面特征。五轴联动CNC可以实现一次装夹完成多个面的加工,避免多次翻面带来的累积误差。
第三是材料性能真实。直接从铝合金、不锈钢、钛合金、尼龙等实心材料上切削成型,零件的强度、硬度、耐热性等机械性能与最终产品一致,可以用于真实的功能测试。
常用材料怎么选
选材直接决定了手板的性能和工艺难度。最常用的是铝合金,6061和7075是典型牌号,综合性能优秀,轻量化、易加工、强度好,适合绝大多数结构件、壳体和支架。不锈钢(304和316L)强度高、耐腐蚀,用于医疗器械、户外设备、食品机械等对耐蚀性要求高的场合。钛合金(TC4)比强度极高,但加工难度大、易粘刀、导热差,用于航空航天、医疗植入物等要求极高的场景。工程塑料方面,尼龙(PA6和PA66)、POM、PEEK这些材料轻质、自润滑、耐磨损,但尼龙易吸湿变形,加工时需要风冷和专门的应力释放处理。
选型时明确手板的用途是关键。做功能测试的话,首选铝合金或不锈钢;验证外观手感,可以用ABS或PC;做高精度配合件,POM或硬铝更合适。
三大技术难点及对策
非标异形件的加工难点主要集中在装夹、薄壁变形和多特征精度三个方面。
装夹与定位是最头疼的问题。异形件没有平整的夹持面,用虎钳夹不住,用压板压不稳,光是找正过程就可能占掉整个工时的40%以上。常见的解决办法有三种:一是预留工艺凸台,加工完切掉,不破坏成品;二是用低熔点合金填充,融化后浇注支撑,加工完加热脱出,适合极不规则的薄壁件;三是用真空吸盘或者粘接固定,用于薄板或对变形量要求极高的零件。
薄壁件变形是另一个常见难题。壁厚小于1毫米的深腔或镂空结构,切削时极易震动、产生刀纹甚至报废。解决办法包括内腔填充支撑,灌注石膏、ABS或低熔点合金来提升刚性;优化刀路,采用摆线铣、螺旋下刀,维持稳定的切削负荷;还有多步加工策略,走粗加工、时效释放应力、半精加工、精加工这个流程。
多特征公差控制也很有挑战性。一个零件上集合了孔、槽、曲面、斜面等复合结构,各特征之间有严格的位置度关联,多次翻面极易超差。五轴一次装夹成型可以从根源上消除多次装夹的定位误差;逆向扫描找正则是先扫描获取零件实际点云,拟合理论模型后生成加工程序,效率能提升186%;在线探测补偿则是机内测头实时测量,自动微调刀路。
周期和成本怎么样
相比开模铸造通常需要60天左右的周期,CNC加工手板的优势非常明显。常规非标件手板打样周期在3到8天,采用柔性五轴工艺的加急订单可以压缩到3到5天,最快24小时就能完成首件试切。在小批量(几十件)的场景下,单件成本比传统开模方案能降低50%以上。
设计时要注意什么
画图时注意下面几点,能省掉很多加工麻烦。避免深腔和微小的内角,内圆角半径建议不小于刀具半径的1.2倍,否则刀具伸不进去,或者要用很贵的微型刀。薄壁结构必须加固,壁厚小于1毫米的零件,设计阶段就要考虑预留工艺支撑,否则加工时一定会振刀或变形。尼龙件要慎用胶水粘接,尼龙材料很难通过胶水牢固粘接,设计时应尽量一体成型,避免需要后期粘接的复杂拆件结构。

