
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~8天
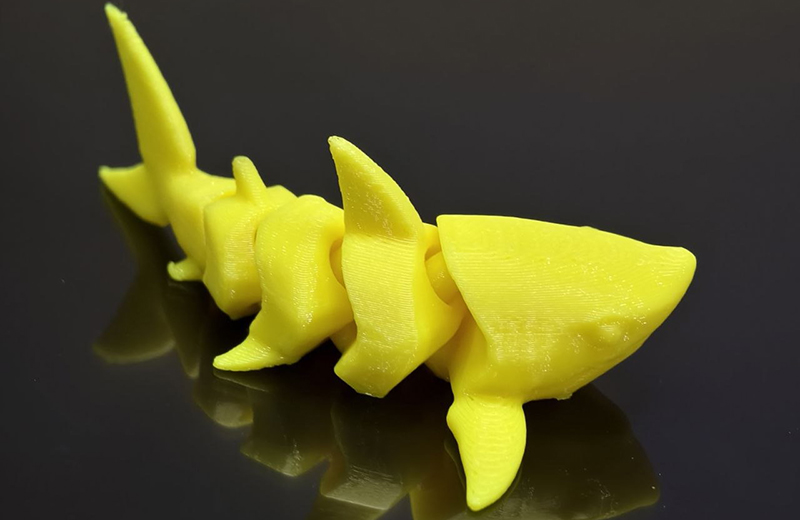
产品尺寸: 30cm*7cm*5cm
后处理: 喷油
案例介绍
一、模型建模与一体关节结构优化
整只鲨鱼采用免组装一体式铰接分段结构,躯干分为多段活动关节,头部、鱼鳍、尾鳍一体成型,打印完成即可灵活摆动,无需后期拼装。
铰接间隙控制:各段躯干卡扣间隙0.10~0.15mm,摆动顺滑不卡顿、不会轻易松脱;背鳍、胸鳍、尾鳍等薄片结构根部加厚至2.6mm,防止把玩弯折断裂;主体壳体壁厚统一2.2mm,平衡重量与韧性。
外形细节优化:头部塑造圆润卡通鲨鱼面部,鱼身保留简约肌理纹路;所有鳍片尖端内角倒R0.8圆角,消除应力集中,同时避免尖锐边角划伤皮肤。
成型优化:模型侧卧摆放造型,仅各鱼鳍尖端少量悬空;关节夹缝预留排料空间,降低内部拉丝粘连风险。
二、3D打印选材与切片参数
优先选用黄色高韧性PETG,抗弯折、耐跌落,适合关节反复活动把玩;短期外观验证可选用PLA,但脆性大不适合成品。
打印精度参数:层高0.12mm,还原鲨鱼头部轮廓、鳍片流畅曲面;主体填充25%轻量化减重,关节卡扣、鱼鳍根部受力区域填充提升至40%,增强反复弯折抗疲劳强度。
摆放切片设置:鲨鱼侧身45°倾斜摆放,仅胸鳍、背鳍、尾尖添加微量易剥离支撑;开启高速回抽防拉丝功能,降低喷头打印速度30%,避免关节夹缝、鳍片根部出现堵料粘连,保证关节能够自由活动。
三、后处理、关节磨合与把玩测试
精细打磨清理:拆除支撑后,先用400目砂纸打磨支撑残留点位,800~1200目细砂纸轻柔抛光外表面;重点清理关节夹缝内残留耗材,防止关节卡死无法活动;鳍片边缘轻修毛刺。
关节反复磨合:多次弯曲摆动躯干、尾部数十次,自然磨合卡扣接触面;关节过紧则轻微打磨配合面,间隙过大可在铰接内侧微量点胶限位。
强度实测:反复摆动鱼尾、轻掰各个鱼鳍,检验鳍根、分段关节有无裂纹;平放桌面测试静态摆放稳定性。
外观美化:整体喷涂哑光黄色保护漆,弱化打印层纹;可按需手绘简单五官,增强卡通表现力。
四、小批量硅胶复模扩产方案
小批量采用硅胶复模工艺,调试完成的鲨鱼手板作为原型对半开AB硅胶模具,选用高韧性PU树脂真空灌注成型。复模一体关节、鱼鳍造型尺寸和3D打印首版完全一致,省去逐个打印调试关节间隙,适合解压潮玩摆件批量生产。
核心工艺要点
分段铰接间隙是重中之重,间隙过小关节锁死,间隙过大把玩容易脱节;
各类鱼鳍属于悬臂薄片,打印、打磨极易从根部断裂,建模根部必须加厚;
可动解压玩具禁止使用脆性PLA,多次弯折极易开裂,量产优先PETG或韧性光敏树脂。

