
 全景工厂
全景工厂

行业案例
CASE

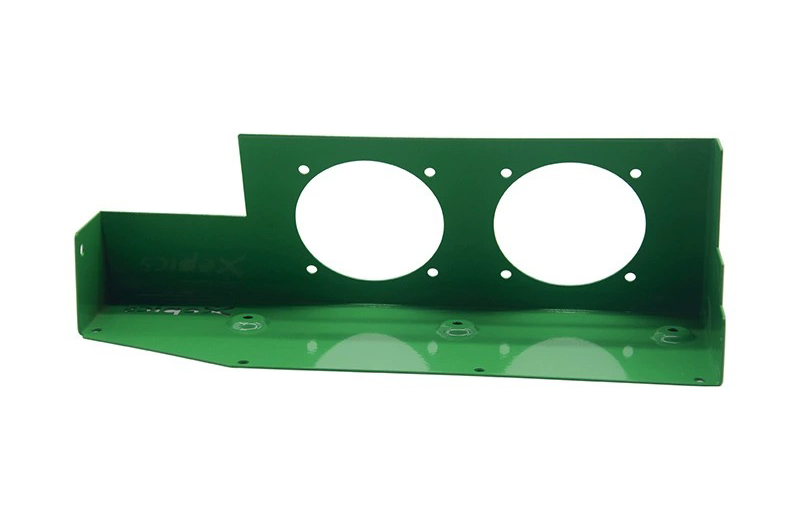
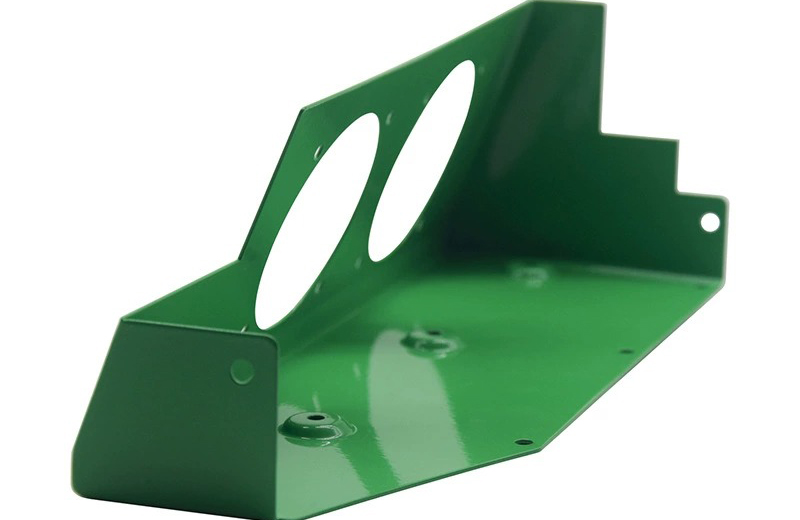
行业/分类:其他手板模型加工
加工方式: 钣金 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 2~8天
产品尺寸: 35cm*12cm*15cm
后处理: 喷油
案例介绍
钣金加工是制作机箱外壳手板模型最主流、也最成熟的方式。它最大的价值在于:不用开模具,就能快速拿到一个和真实产品高度接近的金属外壳样品,用来验证外观、装配和散热等关键功能,从而把问题都解决在量产之前。
制作流程:从图纸到实物
一个典型的机箱外壳手板,通常按照这个流程走下来:
设计与展开:先用CAD软件建好三维模型,然后把它“摊平”成激光切割用的展开图。同时,还要在软件里做好可制造性分析(DFM),提前发现并排除折弯、焊接等环节可能遇到的问题。
激光切割下料:这是手板阶段最常用的下料方式。它的精度高(能做到±0.1mm)、速度快,而且不需要模具,特别适合切割复杂的轮廓和散热孔。
数控折弯成型:用数控折弯机把平板精确地折成机箱的立体框架。这一步要特别注意材料的回弹问题,尤其是铝和不锈钢,需要在程序里预设角度补偿。
焊接与打磨:把多个折弯件通过点焊或氩弧焊拼装成一个整体。焊接时采用点焊或跳焊能有效控制变形,焊完后还要打磨去除焊疤和毛刺。对外观要求高的机箱,可以采用45°角拼接,这样焊缝刚好落在棱角上,几乎看不出来。
表面处理:这是决定最终观感和耐用性的关键一步。可以做喷涂、拉丝、阳极氧化等处理。如果机箱要的是细腻的金属质感,铝合金件做阳极氧化就很合适;如果是需要特定颜色和防锈,那就选喷粉或喷漆。

精度、周期与成本参考
加工精度:常规钣金加工的精度可以达到±0.1mm,部分复杂的折弯件或大尺寸零件,公差范围可能在±0.2mm到±0.5mm。
生产周期:机箱外壳这种尺寸和复杂程度,制作周期通常是2-8天。简单的外壳可以做到更快,工艺复杂的则可能稍长一些。
成本构成:手板的费用主要包含材料费、激光切割费、折弯工时费、焊接费以及后处理费用。如果图纸齐全,加工方一般都能快速报价。
设计时的几个关键提醒
折弯边与孔:折弯边的高度最好不低于板厚的4-6倍;孔边缘到折弯线的距离,最好不小于2倍板厚,否则折弯时孔容易被拉变形。
折弯内R角:图纸上不要标尖角(R=0),一定要标一个内R角。建议R角不小于板厚,否则折弯外表面容易开裂。
装配间隙:设计时要考虑好预留间隙,比如2mm厚的板,配合间隙可以取0.2mm左右;还要算上表面处理的厚度(喷粉大约会增加0.05-0.1mm),不然处理完可能装不进去。

