
 全景工厂
全景工厂



微信客服

在线客服
钣金封边简介
发布时间:2026年01月08日
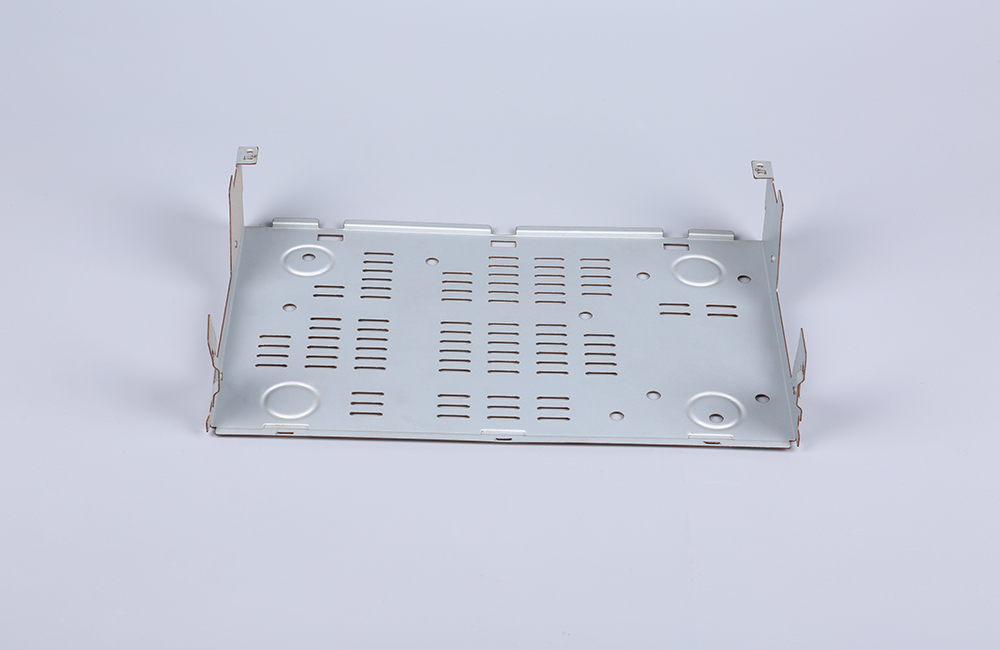
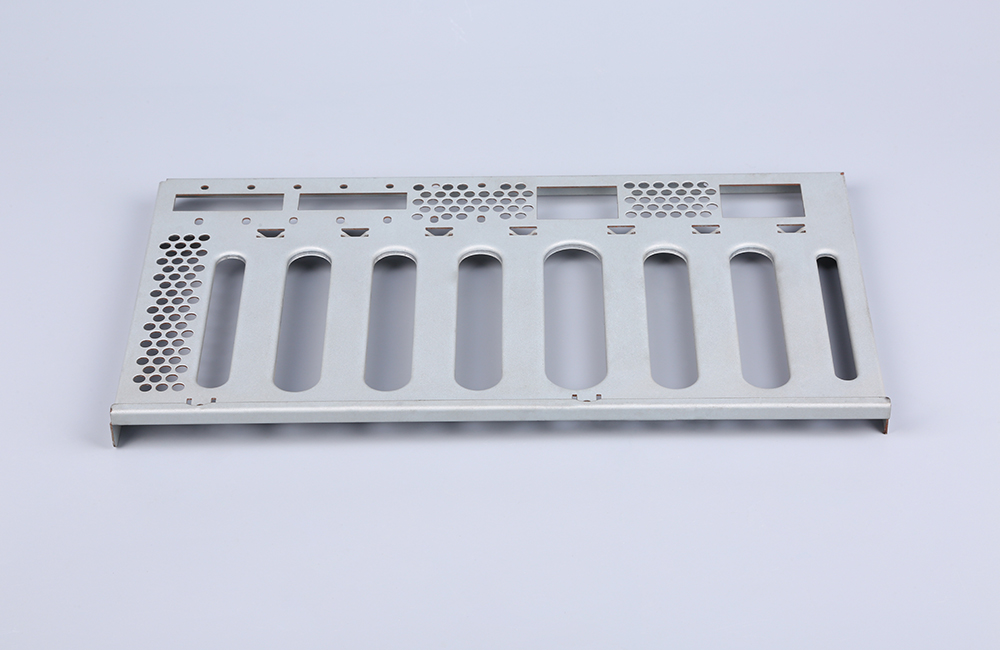
钣金封边,也叫钣金包边 / 卷边,是对钣金零件的边缘进行弯折、包裹处理的工艺,核心目的是去除锋利毛刺、提升结构强度、优化外观质感,同时还能防止人员划伤,常见于机箱机柜、家电外壳、钣金家具等产品。
适用于板材边缘需要光滑过渡、无外露切口的场景,比如机箱的面板边缘、文具钣金件。
工艺步骤
下料:先切割出钣金零件的基础外形,预留出卷边的余量(余量一般为板材厚度的 3~5 倍,具体根据卷边半径调整)。
预弯:用折弯机的卷边模具(小圆角下模 + 平上模),先将边缘弯折成 90° 小折边。
内卷成型:更换专用的卷边滚轮模具,通过多次渐进式折弯,将 90° 折边向内卷成圆弧状,最终让切口完全包裹在内部。
关键要求:卷边半径需≥板材厚度,避免板材开裂;卷边后边缘要平整,无翘曲、褶皱。
常用于两块钣金件的连接封边,比如柜门的边框包边、不锈钢台面的边缘包边,兼具封边和连接作用。
工艺步骤
备料:准备好需要包边的基板和包边条,包边条的宽度需等于基板厚度 + 2 倍的包边余量。
折弯包边槽:将包边条的两侧弯折成 U 型槽,槽的宽度略大于基板厚度(预留 0.1~0.2mm 间隙,方便装配)。
扣合与压平:将基板嵌入 U 型槽内,用压边机或折弯机的平压模具,均匀施压让包边条紧紧扣合在基板边缘,确保无松动、无间隙。
关键要求:包边条的材质需与基板一致或更软(比如基板用冷轧钢,包边条用镀锌钢),避免压合时开裂;压合后边缘需平齐,无变形。
折弯机封边(适合批量小、精度要求高的零件)
需搭配专用卷边模具,不能用常规折弯模具(否则易导致边缘起皱或开裂)。
对于长条形零件,要分段均匀折弯,防止板材跑偏。
滚压机封边(适合长板材、大批量生产)
通过多组滚轮的渐进式挤压,实现连续卷边,效率远高于折弯机。
可调整滚轮间距和角度,适配不同厚度板材和卷边半径。
手工封边(适合小批量样品或异形零件)
先用锉刀打磨边缘毛刺,再用卷边钳手动弯折边缘,最后用木锤敲平。
缺点是精度低、一致性差,仅适用于非关键部位。
余量预留:设计时必须在零件展开图上预留封边余量,若余量不足,会导致封边成型不完整;余量过大则会增加材料浪费。
材质适配:软质材料(如纯铝、黄铜、冷轧钢)塑性好,容易卷边;硬质材料(如不锈钢、高碳钢)需先退火处理,否则易开裂。
毛刺预处理:封边前必须去除板材边缘的毛刺和尖角,否则封边后毛刺会隐藏在内部,影响手感和装配。
与其他工序的配合:封边需在喷涂、电镀等表面处理工序之前完成,避免表面涂层在折弯时脱落。
绘制钣金零件的基础轮廓,在需要封边的边缘处,绘制卷边特征的草图(标注卷边半径和长度)。
点击 插入→钣金→卷边,选择需要封边的边缘,设置卷边的方向(向内 / 向外)、半径和长度。
确认参数后,软件会自动生成卷边的三维模型,并同步更新展开图(自动计算封边余量)。
上一篇: cnc粗加工是什么意思
下一篇: cnc三轴加工介绍
微信客服
在线客服